The following paper was read and discussed :— (5/1895)
Brewing in Belgium and Belgian Beers.
by G. M. Johnson.
I had prepared for the paper that I have the honour of reading before you this evening a good deal of statistical and other matter illustrating the social, economical, and commercial aspects of the brewing trade in Belgium. These matters undoubtedly offer considerable interest, since it is both entertaining and useful for people engaged in any given industrial occupation to study the incidents of their trade as practised in other states. I found, however, when I came to write my paper that I was obliged to abandon such matters and confine myself strictly to the technical side of my subject, since this alone furnishes us with more matter than can be conveniently handled in a single paper. Further, I have thought it advisable to confine myself to one branch of the Belgian brewing trade, the one that is of most interest to English brewers, because its manufacturing processes are based much on the same theoretical and technical principles as those of the English brewer. I refer of course to what we know as top fermentation brewing.
As a matter of fact, too, this branch of the brewing trade is by far the most important in Belgium. Out of a total of about 2,700 breweries, fully 2,500 practise the system of manufacture that 1 will presently describe, whereas there are only about 25 bottom fermentation breweries in the country. These, although they mostly belong to Belgians, have been brought, I may almost say bodily, from Germany, and put up in Belgium with a complete staff of German managers, brewmasters, and workmen. They draw too the great bulk of their supplies from Germany.
Besides the top and bottom fermentation breweries, there are also some 200 breweries where so-called spontaneous fermentation is practised. In these breweries the worts, produced from a mixture of raw wheat and barley malt, are run into casks of about the capacity of hogsheads, no yeast being added, and are left to ferment. The fermentation takes about two years. The beer is then generally left for another year to fine and mellow. The fermentation is principally caused by the yeast and bacteria deposited during previous fermentations conducted in the cask. Moreover, the casks are only very superficially cleaned, and never steamed. This process of manufacture is probably now what it has been for centuries past, and, although it is eminently a wasteful process, both as regards the brewing process proper and the fermenting process, nobody dares try any experiments with it, as you have to wait three years for the result, generally to find that you have modified the character peculiar to the beer when brewed strictly on the old fashioned lines, and that yon have dissatisfied the customers. MM. Van Laer and Van den Hulle studied the fermentation of this beer; they could not make, however, much headway with it, as you will readily conceive that a beer which is found to contain about 60 or 70 different species of organisms, of which it is unknown how many take an active part in its fermentation, does not lend itself very readily to pure yeast processes, not even when they are conducted on composite principles.
I believe, however, that the manufacture of this spontaneously fermented beer might be studied with advantage by those English brewers who require old beers for blending, as it is undoubtedly a fact that the materials used by brewers of this beer, as well as the peculiar mashing processes, produce old beer with a fulness and aroma that are unknown elsewhere. These qualities are accompanied by wonderful stability, a great point in beers for blending. The high acidity of these beers and the lengthy nature of the primary and secondary fermentations are probably responsible for this stability.
There are also in Belgium, besides the beers I have mentioned, several local beers, some of which are very peculiar. The white beer of Louvain and the Peeterman of that district are well known to tourists. White beer is made from malt that is air-dried instead of kilned, and its peculiar charm lies in its being thick. It is therefore best drunk new and in full fermentation. When by some mishap or other the yeast deposits, the waiter who serves you shakes up the bottle, or, if the beer be drawn from the cask, rolls it over or stirs it up with a stick until it has the desired consistency. It is not an easy matter for brewers who spend their lives at endeavouring to brew bright beer, to realise how very difficult it is to make a beer that will remain very thick. One point in the art is to throw a bushel or so of flour into the boiling copper, the object being to get plenty of free starch and sludge in the beer.
To go into the question of the manufacture of any of these curious beers would, however, lead us too far for this evening, and so I will return at once to the beer that forms the great bulk of Belgian produce. This beer, known by a variety of names, is brewed not only in about 2,500 breweries in Belgium, as I said just now, but in about as many more in France, and 600 or 700 in Holland. There are of course local peculiarities brought about by the different material used, variations in gravity, length of storage, blending, &c, but they are unimportant from the abstract standpoint.
You are doubtless aware that the great art of the Belgians is cheap production. Belgium’s immense export trade in almost every conceivable commodity is maintained by cheapness. Everything that the people want, except perhaps sugar, is cheap, and beer is no exception to the rule. You will be, for instance, surprised to hear that an ordinary household beer of about 1040 gravity is sold to the private customer at less than 19s. a barrel, and that much public house beer, varying in gravity from 1025 to 1035, is sold at as low a figure as about 13s. a barrel. It is true that the beer duty is not so high as in England; it amounts in Belgium to 12s. per quarter of 336 lbs., or considerably less than half the English duty. Still that difference does not nearly account for the differences between the prices of beer that I have mentioned and prices of beers of equivalent gravity in England. The spontaneous beer of which I spoke just now weighs generally about 1063, or as much as Bass’s Pale Ale for export. It is sold in Brussels at less than 28s. a barrel.
As the market price of beer is so low, cheapness and economy have, of course, to be studied in every department of the brewery.
In the first place, labour is cheap, and the Belgian brewer uses as little of it as possible. He keeps his brewery very dirty, for instance, although I am bound to say that, judging from some English breweries that it has been my privilege to visit, he has by no means the monopoly of dirt. Cheapness is such a rage with the Belgian brewer that it is not at all an uncommon thing to hear him say, when advised to keep his brewery cleaner, that cleaning costs money. Of course the more enlightened brewers have learned that cleanliness saves rather than costs money; and I am of opinion that if many breweries are still dirty, it is rather because cleaning costs trouble than because it costs money, and that when you have said that you have got to the bottom of the repugnance to cleanliness of the great bulk of humanity.
Of course, if beer is to be produced cheaply, one of the essentials is that the first outlay should be as moderate as possible, so that interest on capital may be small in amount. Building materials and plant are exceptionally cheap in Belgium, and a glance at the plan of a Belgian brewery that I have here will show you that, after all, no excessive outlay is necessary to build a brewery.
First, it is quite the exception to meet with any other than iron plant. The mash-tun, under-back, hop-back (when there is one), coolers, the pitching-tun, are all almost invariably of iron. The wort-mains are often made from drawn iron tubes. At one time, as in France at the present time, nearly all new plant was put up in galvanised iron, but lately there has been a law passed prohibiting its use, on account of the zinc, for any other vessels than those used for the storage of hot or cold water. In some breweries the coppers are of steel or sheet iron, but this metal is not so often used for beer coppers in Belgium as it is in some other countries.
It may interest you to know that I do not believe in iron plant. I am perfectly certain that it is not conducive to delicacy of flavour of the beers. It might be perfect if it did not rust, but in practice there is always a little rusting somewhere, and such is especially the case in iron wort-mains.
With regard to wort-mains, I know a good many economical brewers who have these mains made of ordinary tin plate, and before the law changed I came across zinc piping occasionally. Wooden vessels lined with zinc were quite common.
Reverting to the question of iron plant, you invariably find in a brewery where much iron is used that the first head thrown up during fermentation is black, and there is sometimes so much iron put into solution that you will find in the collected yeast bits of black stuff as big or bigger than a pin’s head, composed principally of a mixture of yeast and nitrogenous matter, tannin and iron, the result of the precipitation during fermentation of the organic salts of iron formed during the brewing process. It is interesting, however, to note that in all German breweries you find the plant, coppers included, as a rule, of sheet iron, and yet the delicacy of the flavour of the beer is not impaired. It is perhaps because in German breweries they brew very often and the plant does not have time to rust. It may also be something to do with the small quantities of hops they use, and the refining influence of the slow fermentation and clarification processes.
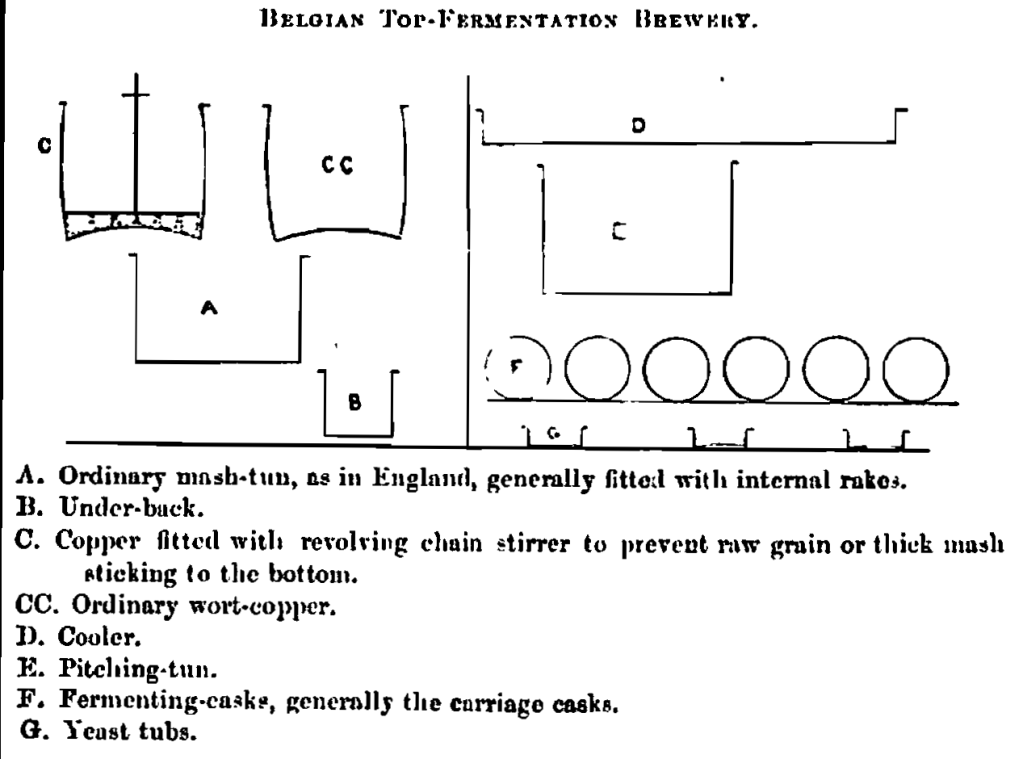
In a Belgian brewery the mash-tun, as shown upon the plan, is more often than not destitute of a grist-case and mashing-machine, and the turning out of the sacks of grist into the tun is a job that makes endless dust, and undoubtedly contaminates the breweries. Underneath the mash-tun is an under-back, from whence the wort is pumped up into one or other of the coppers. You will notice that one copper is fitted with a chain stirrer. This very simple piece of plant enables the brewer to use raw grain. It also enables him to boil part of his mashes, a very necessary process in the production, of beers of low gravity. Next we have the ordinary brewing copper, which is very generally fitted with a strainer, thus doing away with the necessity of a hop-back. From the copper the wort is again let down into the under-back, and pumped up to the cooler, and from thence it runs down over the refrigerator into a tun where the yeast is added. As soon as the excise dip is taken, the wort, after being well roused, is run away to the fermenting-casks which you see on the plan. These casks are very rarely bigger than hogsheads, and in the majority of cases are neither more nor less than the trade casks themselves, varying from firkins upwards.
I am a great believer in simplicity of plant, and 1 think you will agree with me that it would be difficult to find anything simpler than the plant I have described; and yet it is in that plant that the brewer carries out what we sometimes hear referred to, in very ambiguous terms, as “highly complex continental processes.” As a matter of fact, the processes are simplicity itself, and are governed by a few well-ascertained facts with regard to a starch transformation. It is only when we attempt to give a scientific explanation of the niceties of the results that we obtain in that plant, with regard to the carbohydrate composition of the wort, that we sometimes find ourselves in complications, but perhaps that is not unnatural when you reflect that we are situated about half-way between Chancery Lane and Berlin.
Given the brewery, it now remains to produce a cheap beer that shall taste full .although it be of low gravity. The choice of materials is the first thing that influences the results.
The Belgian brewer has learned by experience that winter barleys, or “escourgeons,” as they are called in French, and of which I shall have more to say presently, are the only barleys that will enable the brewer to brew weak stock beers that will keep, the great majority of stock beers in Belgium not weighing more than 1050. I am also certain that the English brewer would do well to use these winter barleys for stock beers. The beers remain full and are of wonderful stability, many brewers using no antiseptic whatever. Winter barleys also produce a weak running beer that will taste very full. Weak running beers made exclusively from spring barleys are apt to be thin and flat, and weak stock beers made from them are apt to get very knify. These defects of spring barleys can be remedied, to a certain extent, as far as running beers are concerned, by the use of a proportion of rice or maize, although beers so brewed will never quite come up to the winter barley beers. The use of raw wheat has also been pretty general in some districts for as long past as anyone can remember, wheat producing a very full beer. The use of maize and rice has been introduced within the last 10 years, and at one time looked as if it was going to develop enormously. These cereals have, however, within the last two or three years, had to compete with malts made from Russian barley that costs only 16s. per quarter of 448 lbs. The malt made from such barley is, of course, much cheaper than rice or maize at present market prices. Brewers, however, who look to the quality of their beers, still use raw grain. Moreover, it is a very curious and interesting fact that, provided the brewer knows what he is doing, very good running beers indeed can be made from a mixture of, say, three-quarters or four-fifths of these very cheap Russian barley malts, and a quarter or one-fifth of raw rice or maize. Such a mixture produces the cheapest running beer possible, and, if the brewer be skilful, nobody would detect what it was made of. But, as I said just now, the fullest running beers of 1035 gravity, and in many districts of 1025 gravity, are made with winter barleys, with or without a mixture of raw grain.
The winter barley of which I speak is a six-rowed barley. I have two ears of it here for those who have not seen it. It grows only in certain districts. As far as the farmer is concerned, it possesses many advantages over spring barley. To begin with, it requires less manure. As it is sown in November and reaped late in July, it has ample time to draw its nutriment from the soil; it will consequently do with much less manure than spring barley which is sown in the spring and reaped in the early autumn. In the second place, the yield per acre is much greater than of spring barley. In the third place, it is much hardier, and is not inconvenienced by spring droughts, which so often thin a spring barley crop. Lastly, it commands a higher price in the market.
The best escourgeon comes from marshy districts. It will not grow in very exposed country, as on hills, for instance, as it then freezes during the winter months. For that reason, I am surprised that it grows in Scotland. Perhaps the fact of its often being covered with snow protects it from the frost. I notice, however, that the Scotch winter barley is spoken of as four-rowed, so perhaps it is not the same us the continental escourgeon.
In the severe winter of 1890-91, much of the winter barley was frozen, and, as the fields came up thin, the farmers re-sowed with spring barley. The crop was consequently a mixture of spring and winter barleys. One would have thought that this would have had a permanent effect of getting the species mixed, but it does not appear to be so. Of a mixture of spring and winter barley sown in November, only the winter barley resists the frost, the grains of spring barley are frozen and killed, and the crop is practically pure winter barley.
The question naturally arises, why it is that two worts brewed under identical conditions, one from spring barley and one from winter barley, differ so essentially as to the resulting beer.
It is found that the winter-barley wort attenuates less, that it produces a much fuller beer, both when new and after storage, and, moreover, a beer that resists attacks by foreign ferments. The most plausible explanation is that the carbohydrate composition of the two worts differ. In conjunction with my brother Harold, I have been endeavouring for some time past to elucidate the matter. It is a problem that does not, however, lend itself to as ready a solution as might, at first sight, be imagined. To begin with, it is necessary to have samples of winter barley and spring barley grown and kilned under exactly identical conditions. As, up to the present, attempts to explain the matter, based entirely on the carbohydrate composition of the wort, lead, in experimental research, to some contradictory conclusions, I prefer, for the present, to say only that the advantages of the use of winter barleys are abundantly proved in practice, and that the explanation of that fact must be left for the future.
Coming now to hops, there is nothing much to say that is not perfectly familiar to every brewer. Belgian brewers know that German hops communicate to the beer most keeping qualities, and when they are not at prohibitive prices, these hops are very generally used in proportions varying with the degree of bitterness that the local trade will admit of.
The main object of the Belgian brewer is to produce a wort that does not over attenuate. Over-attenuated beers, especially when weak, drink thin. The attenuation of a good running beer is rarely, in Belgium, over 66 per cent.; or, in other words, a 15-lb. beer must not run down below 5 lbs. In districts where the beers are very weak, as at Liege, for example, where the beer weighs 1027 original gravity, an attenuation that does not go beyond 50 per cent, of that original gravity is found to be essential.
The particular method of malting the barley, as well as its nature, influences, of course, the attenuation.
Although the Belgian brewer obtains the result he aims at by a system of malting of which I will give you a rough outline, I am convinced that he goes the wrong way to work, and that he might obtain the same result by a better method. I therefore give you his process as a matter of interest rather than as one to be copied. As a rule, the grain is grown very short, or, at least, very irregularly. Six to eight days on the floors, and 24 to 48 hours on the kiln are about the usual averages. The short development of the acrospire of the grain, and the speed of the malting, tend, of course, to imperfect modification of the starch. The rapid kilning necessarily involves heating the grain before it is thoroughly dry, with accompanying destruction of diastase.
These considerations will show you that the Belgian brewer has to deal with a malt that is not liable to yield a wort too rich in sugars. But, although a dextrinous wort is essential to success, this quick method of malting is a mistake. It gives rise but too often to unstable, and, above all, to fretful beers, and I have seen by experience how great is the benefit to be derived from adopting English malting processes in Belgium, provided always that the brewer has enough knowledge to see that a change in the character of his malt should be accompanied by a change in his method of brewing. I have known many mishaps arise, and very thin beers produced, from the use in Belgium of good malt. The Belgian brewer, used to working with a very indifferent malt, does, in some processes, all that he can to favour diastatic action, whereas, I need hardly point out to you, that when dealing with a first class malt it becomes necessary to restrict this action.
The brewing processes carried out in Belgian breweries are very varied, although they mostly have the same end in view: the production of a full beer from a weak wort. The great bulk of English brewers mash upon lines that vary but a degree or two, and so, again, it is with German brewers. In Belgium, on the other hand, there are endless systems of brewing, differing very widely indeed from each other. I will confine myself to the description of a process that is carried out in many hundred breweries.
One of the essential features of all systems of brewing that aim at making a weak beer taste full, is that the preliminary mash must be conducted at a very low temperature. Many brewers mash cold, as little water as possible being used. But a larger number mash with water at about 48° C. (118° F.), and in quantities sufficient to get an initial heat of about 42° C. (108° P.), at which temperature the mash is generally left to stand about half an hour, sometimes longer. At this temperature several things happen.
The diastase is taken into solution and the starch granules swell up. The soluble ferments which act on the nitrogenous matter of the grain find their maximum activity at or near this degree. Acidity is produced, sometimes very rapidly. Part of the increase in the acidity is only apparent, and is due to the gradual dissolving out of the phosphates; part, on the other hand, is due to the direct intervention of acid ferments with which the husks of the malt are covered. This acidity must, of course, react on the nitrogenous matters.
So much for the theory of the matter: as a practical fact, you may take it for granted that letting the mash stand at about 42° C. (108° P.) considerably increases the body of the beer. But this fulness is also dependent upon other factors.
You will readily understand that a malt which has been soaking in the mash-tnn for half an hour or more at 42° C. (108° P.) undergoes, when subsequently warmed up, either by the addition of hot water or by heating by a steam jacket, a very rapid and complete saccharification directly you arrive at temperatures at which the starch is gelatinised. If therefore, a mash which has been standing at 42° C. (108° F.) be just gradually heated up to 60° C. (140° F.) and then on to 75° C. (167° F.) you will generally produce a very thin beer. This undesirable result is easily accounted for; all the diastase that the malt contains has been brought into play, and the transformation of the starch into sugars has not taken place at the high temperature that you have finally reached (75° C. or 167° F.) but at somewhere about 60° C. (140° F.); the production of maltose is consequently excessive. This indeed constitutes the danger of digestive mashing, but Belgian brewers avoid this danger by a very simple method.
After the mash has stood at about 42° C. (108° F.) they let in an underlet of one or two barrels to the quarter of water at about 70° or 75° C. (158° or 167° F.), with which they nearly fill the tun, the rakes, of course, being kept running. The temperature of the goods runs up, perhaps, to 50° or 55° C. (122° or 131° F.), at which temperatures there is not, in practice, much starch gelatinised. They then open the mash-tun taps, the rakes still being kept revolving, and the wort,
which is quite milky and sedimentary in appearance, the starch granules still being intact, is allowed to run off to the under-back and is pumped to the thick wort copper, the one fitted with a chain. Some mash-tuns are fitted with what are known as extractors, which enable the thick wort to be got off more easily without running it all through the mash-tun plates. When pumped up into the chain copper the thick wort, which of course contains the greater proportion of the diastase of the malt, is heated up to the boiling point, a short time being allowed at about 75° C. (167° F.) to admit of all the starch that has been sufficiently modified on the malt floors to gelatinise at this temperature and be transformed.
While the thick wort is being heated in the chain copper more water, this time at near the boiling point, is run in under the mash tun plates, and the goods are brought up to 70° C. (158° F.). Owing to the fact that a voluminous milky wort has already been pumped up to the chain copper, the amount of diastase remaining in the goods is restricted. Consequently the starch left in the tun does not undergo very rapid transformation, and saccharification takes place at about 70° C. (158° F.), the temperature to which the tun has been raised by the underlet of boiling water. The tun is then allowed to stand for about three-quarters of an hour, just enough to insure the worts running off bright, when the taps are set and this bright wort run off to the bright wort copper, the one without the chain.
As soon as the bright wort has all run off the tun, the contents of the thick wort copper are let down on to the goods and mashed in. The thick wort is sometimes brought back at the boiling temperature into the tun, and sometimes, when the brewer has doubts about the diastatic capacity of his malt, the thick wort is first cooled down to about 80° C. (176° F.) before being run into the tun.
It is scarcely necessary to say that this thick wort, after boiling, very generally contains large quantities of soluble starch. I have known cases where the grain had been so well modified on the malt floors as to ensure the complete transformation of all the starch granules of the milky wort at 75° C. (167° F.), and consequently in these cases no further gelatinisation takes place at the boiling point. Such cases are however exceptional, and, generally speaking, the boiled thick wort comes back heavily charged with soluble starch into a mash-tun of goods which by this time are extremely poor in diastase. The mixture of the thick wort at 80° C. (176° F.), with the goods at 70° C. (158° F.), brings the tun up to about 75° C. (167° F.), at which temperature the products of hydrolysis are of course very dextrinous. That completes the mashing process proper.
As soon as the mash-tun has stood long enough to allow the thick wort to clarify, the taps are again set and the filtered wort is run off and pumped up into the bright wort copper to join the first wort already pumped up there. This first wort has generally been kept at about 75° C. (167° F.), so that if by any chance a little soluble starch should remain in the worts after clarification of the thick wort, such starch is transformed by the diastatic activity of the first wort.
The remainder of the process consists of getting the extract out of the goods, and as the beers are weak there is abundance of sparging liquor to accomplish this, notwithstanding the fact that the return of the thick wort on to the goods has rather increased the gravity of the wort retained by them than diminished it. Or, in other words, the second wort pumped to the copper, coming as it does from the clarification of the thick wort, is generally, if not always, stronger than the first wort.
Now the ultimate result of this system of working may be summed up as follows:—The beer will have the body due to the presence of large quantities of dextrin; it will have the body and the capacity for holding its head due to the modification which the nitrogenous matters have undergone while soaking at 42° C. (108° P.); it will also have the body due to boiling a portion of the husk of the grain, as it is evident that in the milky wort there is a good deal of husky matter. Indeed, most brewers now have a tap placed just above the false bottom, and draw off to the thick wort copper a good quantity of husk.
It is also a curious fact that with these worts such a thing as yeast weakness is unknown. Notwithstanding the fact that the attenuation of the wort does not generally exceed 66 per cent., about 15 kilos, of yeast are produced to the 100 of malt mashed, or, say, about 50 lbs. of liquid yeast to the quarter of 836 lbs. I have known as much as 19 or 20 kilos, of yeast produced to the 100 kilos, of malt mashed, or about 62 lbs. to the quarter. In England much less is produced. That this yeast is very strong is also a fact. Belgian distillers know it well, and as speed in fermentation is one of their objects, they find that wash pitched with Belgian yeast will produce considerably more alcohol in the first 24 hours than will English yeast, although it is true that if the fermentation be allowed to proceed for 48 hours the English yeast produces most alcohol in the end. The fact is that Belgian yeast being used to weak worts only finds its activity impaired when about 10 per cent, of alcohol has been produced in the wash, whereas English yeast being used to heavier worts, is also inured to the presence of more alcohol, and, although sluggish, will eventually carry the alcoholic per centage up to 14 in the 48 hours. Thus we find that the Belgian distillers, who are obliged by a curious excise law to complete their fermentation in 24 hours, use Belgian yeast, whereas those that work on the 48 hours limit use English yeast.
Now the system of mashing that I have described contains many pitfalls. There is great danger, owing to the excessive destruction of diastase which goes on and the high temperatures of conversion, of getting soluble starch in the worts. Thus the unskillful brewer often produces gray and unstable beers. There is, however, absolutely no danger in the process, provided the operator has a clear conception of the principal laws which govern the transformation of starch.
So much for an all malt brew. If not trespassing too much on your time, I should like just to say a word or two as to the method of using raw grain in those breweries. The simple plant described just now is in my estimation all that is absolutely required for the perfect handling of raw cereals.
Rice or maize ground very fine is run into the chain copper into about 4 hectolitres of water for 100 kilos, of flour. From 5 to 10 per cent of malt are added to prevent balling. I prefer the smaller quantity, as if during the subsequent heating of the copper you have enough diastase to convert any appreciable quantities of starch, you have an unknown quantity of maltose formed, which will vary with the speed and method of heating and the quality of the malt. To exaggerate the point 1 want to illustrate, I have come across cases where as much as 20 per cent, of malt was added to the rice or maize flour, with the result that a great proportion of the starch was converted as well as gelatinised in the copper, and very thin beers were the result.
The fact is that if you want to produce full beers with raw grain, you must so arrange your brewing that it is on your raw grain that you depend for the great bulk of dextrin, while it is on your malt that you depend for the great bulk of maltose.
The raw grain is heated gradually, say from cold to boiling, in about 90 minutes, and is finally boiled for 20 minutes or half an hour. About an hour after the grain has been turned into the chain copper, the malt is mashed in the mash-tun at about 42° C. (108° F.) as before, and after standing for 30 minutes is then run up slowly to 70° C. (158° F.) by adding hot water. Every opportunity is therefore given the malt for producing the maximum amount of maltose that it will produce. Where it is considered advisable to boil a proportion of the husk of the malt, a portion of the malt-mash is pumped up to the raw grain copper, but care is taken only to pump up malt into this copper when the raw grain has reached about 180° or 185° F., and is consequently at a temperature at which the diastase of the malt will have no effect on it. After boiling, the raw grain is cooled down to 80° C. (176° F.) and the mixture of the raw grain at 80° C (17G° F.) and the malt at 70° C. (158° F.) brings the tun up gradually from 70° to 75° O. (158° to 167° F.). The starch of the raw grain is consequently, at these temperatures, mainly transformed into dextrin.
We again then obtain as before:—the body derived from the dextrin furnished by the raw grain, the body derived from the nitrogenous matters of the malt that has been soaked at 42° C. (108°F.), arid the body derived from the proportion of husk that was boiled in the copper.
When flaked rice or maize is used the process is the same. Mash the malt alone at 42° C. (108° F.), stand half an hour, push up to 70° C. (158° F.) by an underlet of boiling water. When the tun is at 70° C. (158° F.) let one-third of the goods into the under-back and pump to the chain copper. Now add the flaked maize to the mash-tun where it undergoes saccharification at 70° C. (158° F.) (a very high temperature you notice). Boil the thick wort and bring it back on to the tun to get 75° C. (167° F.). Let the tun stand three-quarters of an hour and draw off the wort. This process is simplicity itself. According to the temperature at which you add your flaked maize and the quantity of it, you can vary the composition of your wort at will, and consequently the attenuation. The temperatures we use may seem high to you, but you must not forget that the reproduction of the yeast is insured by the preliminary low mashing. It is probable that such high saccharification temperatures employed without this preliminary soaking at about 108° F. would end in collapse of the yeast.
The proportion of raw grain that gives the best results upon the method that I have described is from 20 to 25 per cent. More may be used if the brewer is careful to use a little crystal malt to make up the flavour. The beers are boiled from four to ten hours, according to the views of the brewer: long boiling increases the body of the beer.
The fermentation of beer in the carriage casks is, I believe, peculiar to Belgium, France and Holland. Many attempts have been made to introduce fermenting-tuns, but, with very few exceptions, the tuns have been abandoned. The reason is to be sought in the fact that weak beers fermented in open tuns are liable to be very tasteless and very flat. Brewers avoid fermenting in tuns beers that weigh less than 1040.
Fermenting in a tun necessitates the racking of the beer into the carriage casks, and very weak beers will not stand racking, they seem to lose all their life and all their aroma.
Very many theories have been offered to account for the indifferent quality of weak beers fermented in tuns. I expect that the loss in quality which they undergo is due to a good many causes.
M. de Namur, of the Brewing School of Ghent, attributes the loss of flavour of beers fermented in an open tun to the escape of the ethers formed during the fermentation. Everyone who has ever smelt the gas coming off a fermenting-tun knows that there is something more than CO2 given off. de Namur says that the wood of the casks retains the ethers to a certain extent and then gives them off to the beer. As a proof of what he brings forward, with regard to retention of ethers by the wood, he says that beers fermented or stored in a new cask are never quite so good as beers put into a cask that has been in previous use, the now wood absorbing all the ethers. Moreover, ethers are volatile, and, according to de Namur, are liable to be driven off when racking the beer. CO2 is also lost, and the beers being weak, the secondary fermentation is not sufficient to again saturate them. The thorough saturation of a beer with CO2 is, of course, a very material point with regard to its flavour.
As a last explanation of the inferiority of weak beers fermented in tuns, it may be said that fermentation in casks being under no control often carries the heat up very high. I have often seen the thermometer register from 70° to 78° F. in these casks. Flavours are perhaps produced at these temperatures that are not produced in a tun where the temperature is kept down below 70° F. As soon as the pitched wort is run down into the casks an abundant white froth containing a good deal of yeast begins to work out at the bunghole and falls into the little tubs you see under the casks. This period of the fermentation corresponds I suppose to the sugarloaf or rocky white head of the fermentation in tuns.
It is a curious fact that there are at least some English yeasts which refuse to begin working out of a cask as soon as they are pitched, and an attempt I once made to use English yeast for a cask fermentation ended for this reason in failure.
When about a quarter of the contents of the casks has run over into tubs by reason of the abundant production of this white froth, the beer that has fallen into the tubs is poured back into the casks. The white foam has, of course, resolved itself into liquid in the tubs. The pouring back of this beer thoroughly aerates and rouses the contents of the casks, and almost as soon as they are topped-up the yeast, this time thick and viscous, begins to work out at the bunghole and drops over into the tubs just as in the English cleansing process.
Fermentation being completed, the general course pursued is as follows:—Finings prepared from fish skins are added to the beer and the remainder of the yeast and the bottoms are all thrown out with the finings by the bunghole, thus leaving the beer as good as racked bright in the cask with comparatively little loss of CO2 and of aroma. If the beers are running beers they are then immediately shived and sent out to the customers. They are never dry hopped. Dry hopping is unknown except for vatted beers.
In some districts, as at Liege for instance, where the original gravity of the beer is only from 1025 to 1030, the fining process which I have described is applied early. This prevents the attenuation going beyond 50 per cent. Moreover, a special yeast is used in that part of the country that gets sluggish as soon as the beer has dropped to ½ gravity, and submits to being ejected with finings. The beers are then immediately bunged as before, and the remaining yeast cells set up a violent so-called secondary fermentation, but which the pure yeast processes have abundantly proved is, at first at any rate, only a continuation of the incomplete primary fermentation. The pressure thus generated in these casks is very great, and the casks used in this part of the country have to be very thick and are now mostly pitched. These beers are of course tremendously “up,” and unless brewed with excellent malt and a good deal of sugar are very apt to go thick. Successful brewers, however, send them out star bright and foaming. These cask processes are very interesting, but 1 should detain you much too long if I went into any more particulars with regard to them.
The yeasts used in Belgium are peculiar in many respects, and differ very widely from English yeasts in their behaviour and in the flavour they communicate to the beer. Pure yeast, which Van Laer took so much pains to get generally used in Belgium, is still suffering from his original and very natural desire to follow Hansen’s methods. Hansen’s pure yeast of one species, however, got the brewers into horrible messes; the yeast was sluggish and went to the bottom, and there was no secondary fermentation. Several species were tried but to no avail. It was then that Van Laer mixed the species. These mixtures or composite yeasts act perfectly, and are used in a. great many breweries. There are, however, unfortunately some brewers who tried the first pure yeast, Hansen’s yeast, and whom the very name of pure yeast frightens. It will only be when their fright has subsided and they have learned from their confrères that the composite yeasts give good results, that they will try thorn and that the use of pure yeast will become general in Belgium.
It has often struck me that the fulness of cask-fermented beers has its parallel in the stone-square fermented beers of some English breweries. It is also I believe a fact, that some English brewers cleanse into the carriage casks. Many Belgian brewers have tried fermenting in tuns and cleansing into carriage casks so as to meet half-way the objections to fermenting entirely in carriage casks, but they have, I believe, mostly decided that the beers are better entirely fermented in the casks.
Discussion
The President said they were very much obliged to Mr. Johnson for his interesting paper, and for the trouble he had taken to come over from Belgium to communicate it to them. He would ask the author if the beer which was kept in cask for three years was left exposed to the air during that period. He knew that winter cereals were very much appreciated, but farming was carried on so rapidly now that he did not think they were often produced. Was the Belgian brewery yeast good for baking purposes? He understood that with light beers the same flavour could not be obtained from tun fermentation as when such beers were fermented in cask.
Mr. Roberts asked if lager beers were gaining favour in Belgium.
Mr. Black wished to know what was the strongest beer brewed in Belgium, and what was the usual pitching temperature. He also asked what was the quantity of yeast produced per barrel, and how long the beer was allowed to ferment in cask.
Mr. R. T. Daniell said he gathered from the paper that the Belgians produced a light, sparkling beer having palate fulness, which was practically lager beer, yet, he also gathered that this beer did not compete favourably with that produced on German lines. Could a beer be produced by some modification of this Belgian process on the high fermentation system which would pass as lager beer?
Mr. R. J. Symonds expressed his appreciation of the instructive nature of Mr. Johnson’s paper. When he first visited Belgium, the process of brewing then adopted seemed very primitive. He believed the duty was assessed on the mash-tun, and they therefore squeezed as much as they could out of it, so that there was not much scope for breweries. Since then, he thought more progress had been made in Belgium than in England. He had been using raw grain ever since Mr. Gladstone gave them the opportunity of doing so, but he must admit that he had seen the best raw grain process in Belgium, to wit, Vuylsteke’s process. He believed, however, that he had improved upon it, for, instead of blowing the paste through the refrigerator from a pipe direct into the mash-tun, as they did in Belgium, he dispensed with the refrigerator, and blew it at 40 lbs. pressure into an intermediate vessel. He was now using barley and wheat just as they came from the field without grinding; he put them into the Vuylsteke machine, and all the starch came out, nothing being left but the husk. Having seen more than 10 per cent, of wheat used in Belgium, he was at a loss to know how it could be accomplished, but was informed that they used gelatine (cow’s feet) in the copper to clear the wort. He could hardly understand how the breweries using the spontaneous fermentation process could exist, seeing that light lager beer was to be found in nearly every cafe in Belgium, and seemed to be coming more and more into vogue. Pure yeast was, doubtless, making great headway in Belgium, and he thought that in England they would have to follow the same path. The speaker then dwelt on the advantages attending the use of pure air, and he believed he was the first in England to install a pure air machine in a brewery. All practical brewers must agree that the cleaner they could keep the brewery plant the better would be the article which they turned out. A large portion of the oil contained in the raw grain was got rid of by the use of the Vuylsteke machine. There was a great opening for the latter in vinegar manufactories and distilleries, as it did away with the abominable taste due to the oil when raw grain—especially maize—was used.
The President asked what was the produce of extract per quarter of grain when the Vuylsteke machine was employed, and what was the percentage of raw grain used?
Mr. Symonds said he always estimated that rice gave 120 lbs. of extract per quarter and maize 110 lbs. per quarter, and he quite believed that he obtained that amount of extract when using the Vuylsteke machine. He did not use more than 20 per cent, of raw grain, but he used it in everything, including export beers.
Mr. Johnson, in reply, said the cask in which the spontaneous beer was fermented and stored was provided with a spile-hole, and that was left open until fermentation was complete. With regard to Belgian high fermentation yeast it was not good for baking purposes, because it was so bitter; whereas this objection did not apply to French and Dutch distillery yeast. Lager beers were certainly gaining in favour, and they would probably ultimately oust the other kinds of beer completely, because there was comparatively no risk attached to their production in so far as their stability was concerned. The strongest beer brewed in Belgium had a gravity of 1063, but that was made on the spontaneous fermentation system. In the winter the ordinary high fermentation wort was pitched at about 70° F., in the summer at about 60°; in the latter case the temperature went up to 75°, in the former it went down. About 5 lbs. of liquid yeast per quarter of malt was used. Beer brewed on Monday was often sent out on Thursday or Friday evening; as soon as fermentation had proceeded far enough they simply added skate-skin finings, which were rejected, and the beer was then ready to be racked off. He could hardly answer Mr. Daniell’s question definitely. Although the public were getting tired of low fermentation beers, which were indigestible, there were technical reasons, as above explained, why the latter should gain a mastery over high fermentation beers. When high fermentation beers gave rise to foam it showed that they were undergoing fermentation, but this was not so with low fermentation beers, the foam in this case being simply due to evolution of carbonic; acid generated and taken into solution during the primary fermentation. Personally he did not think the delicacy of flavonr could be produced with high yeast as with low yeast. If any process could be devised whereby high fermentation beer could be saturated with CO2, and at the same time sterilised, it would soon replace low fermentation beer, which was very costly to produce. But at present, although attempts had been made to sterilise top fermentation beers through the agency of heat, electricity, and antiseptics, the top fermentation beers so treated had always a most objectionable flavour. With regard to Mr. Symonds’ remarks, the Vuylsteke apparatus was an improvement upon an apparatus that had been used for a long time in Belgium. He thought the question of getting rid of the maize oil by the use of the Vuylsteke machine was a moot point. Maize oil was not volatile at any temperature you got in a converter, and if you took a sample from the bottom of the converter and found no grease, that was no proof that the grease had been volatilised, because if you let the contents of the vessel cool the grease would be found floating on the surface of the liquid. One objection to boiling raw grain under pressure was that it led to disintegration; if maize oil was heated above 212° F. it began to smell, but this change in the character of the maize oil, which at present was inexplicable, did not occur when the boiling was done in open coppers. As a matter of fact there was no proof that beer could not be brewed without degerming maize; the grease, unless in a state of extreme division, could never get into the beer. If in large quantity it rose to the surface of the mash and went away in the grains. Personally he preferred to use degermed maize, so that little or no grease was present. This was being on the safe side, but did not alter the fact that many brewers used maize which was not degermed without encountering any difficulties.
The President then proposed a vote of thanks to Mr. Johnson, which was carried, and the proceedings terminated.
