by A. J. Mayfield (Recipient of an award (1969) under the John S. Ford Memorial Trust. The present publication is based on Mr. Mayfield’s report of his work during the tenure of the award.)
(Truman, Hanbury, Buxton & Co. Ltd., Spitalfields, London, E.I)
Received 23rd July, 1960
A comparative account is given of modern methods of malting and brewing observed in Denmark and in West Germany, with special reference to the types of plant employed. The manufacture of lager malt and the selection of yeast for lager brewing are discussed in some detail. Several of the differences apparent between the German and the Danish procedures stem from the fact that brewing adjuncts and beer additives are largely prohibited in Germany.
INTRODUCTION
In this study of certain Continental brewing methods, it was found essential to relate variations in procedure both to local taste and to the brewing laws prevailing in the areas concerned, in order to see how individual brewers satisfied local demands with the means at their disposal. Thus, Danish brewing, although founded on the Bavarian methods of last century, is now allowed far more scope in the matter of adjuncts and beer additives than is its German counterpart, and this provision is reflected in many aspects of the brewing process.
Classification for duty in the two countries is rather similar and involves a few well denned groups of beers covering the whole gravity range, the tendency being for certain popular gravity types to be brewed at the top of the range allowed. The common beer in Denmark was at 1043° and in Germany at 1044°. German export beer, pale or dark, was generally at 1052°, Bock was at 1065° and Double Bock at 1075°.
DENMARK
Malt adjuncts and soluble chill-proofing agents are allowed and artificial carbonation is practised. Maize was the usual adjunct, up to 30% being used, and tannic acid and enzyme treatments were employed in the lager tank and at bottling.
Malting.—Malting barley consisted mainly of the Scandinavian varieties, Carlsberg II, Herta and Hafnia, with nitrogen contents usually 1*6-1*8%. Pilsner was the basic brewing malt, with the high diastatic power essential for maize conversion; values of 50-60° L. were normal. Extract (Congress wort) ranged from 98 to 104 lb. per Qtr. And the difference between fine and coarse extract could be as much as 6 lb. per Qtr., the resulting malt having a characteristic gritty bite.
The two major maltings visited (Carlsberg and K.B.) provided extreme variations in the production of this type of malt. One favoured a long cool process with 45-65 hr. in steep at 50° F. and an 8-day germination rising to 60° F.; the other preferred 40-60 hr. in steep at 69″ F. and a 6-day growth to 64° F. Subsequent kilning was identical, with the temperature rising to 190° F. in 24 hr.
Both were modern maltings with extensive automatic handling of materials. In one a central control panel, protected by safety devices, was arranged so that one man could operate the complete barley intake and screening process. Screening was thorough; the usual process was to screen barley direct from the field, drying if necessary on vacuum drum-driers and screening again before putting into silo. A third screening, followed by separation of weed seeds either in Carter disc-separators or in the Trieur cylinder, preceded the final grading by plansifter with sieves of 2-8, 2-5 and 2-2 mm. spacing. First and second-grade corns were usually malted together; third-grade, which required a much shorter steep, were malted separately and corns under 2-2 mm. were sold as feed.
The steeping cisterns were cylindrical, conical-bottomed and self-emptying, with facilities for aeration which was often freely used. Thus, a rather stubborn Hafnia barley was given a 60-hr, steep at 50° F. with 5 liquor changes and 23 vigorous 10-min. aerations. Third-grade samples were steeped for about 40 hr., also with 5 changes of liquor, and were often kilned to produce a highly diastatic malt (100° L.) for use in the maize mash.
The grain was well chitted from the steep and growth was continued in Saladin boxes. The thoroughness of the barley cleaning was apparent from the complete lack of weed seeds, and growth appeared very uniform. Rootlets were somewhat long and rather forward, being well formed by the second day. An interesting feature of the K.B. malting was the warmed false ceiling of reinforced glass which completely eliminated condensation. Both maltings used Topf vertical kilns where the green malt was sandwiched in 12 vertical sections alternating with hot-air chambers which forced the air sideways through the malt. The main advantages with this type of kiln are its capacity, the narrow width of the individual piece, and the self-emptying process whereby finished malt is dropped into the conveying screw. Dark Munich malt could be produced in such kilns by using high-pressure steam heating, but this type of malt was commonly made on a coal-fired kiln.
Brewing.—Both Carlsberg and Tuborg have recently carried out extensive modernization, and it seems probable that the pattern of large-scale brewing in Denmark has now been set for many years to come. Complete standardization in brew types and sizes has been achieved, with each process timed to fit a given number of brews into the 24-hr, working day.
In the Carlsberg brewery, basic simplicity combined with rigorous control at all stages was striven for and, where possible, a control test with easily reproducible numerical limits was employed. The brewing plant was double as far as the plate coolers, with mashes on alternate sides giving a regular run of worts to the fermenting cellers at 2-hr, intervals. With a separate maize mash, this necessitated a third mash-kettle on each side to hold the mash for the final rest before filtration. Ten beers were produced with gravities ranging from 1026° to 1080°; seven of these were pale types with separate maize mashes, and mashing procedure was arranged to keep the schedule shown in Table I.
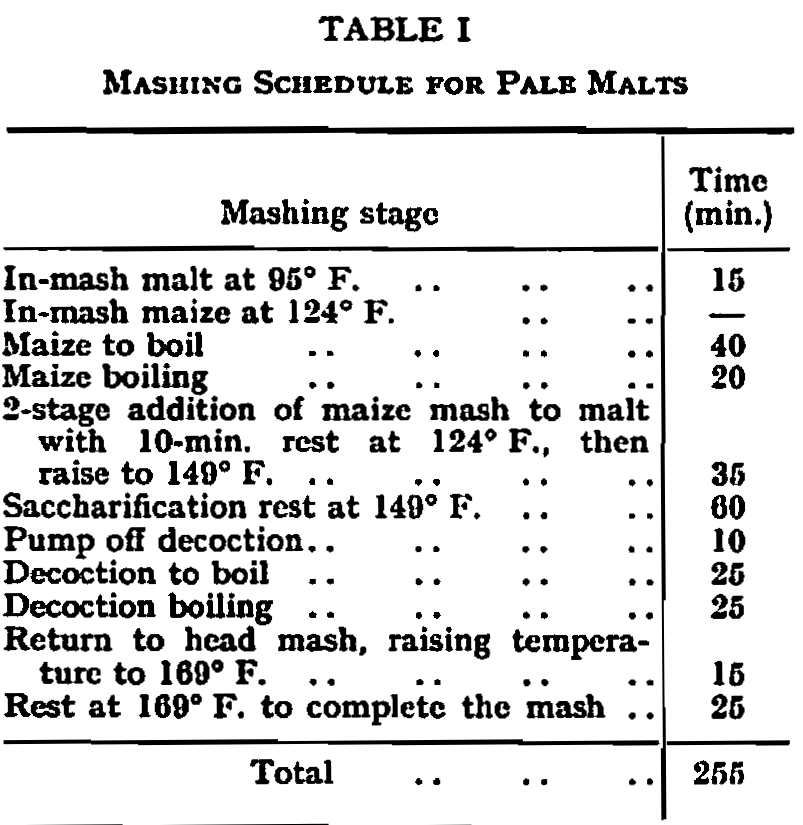
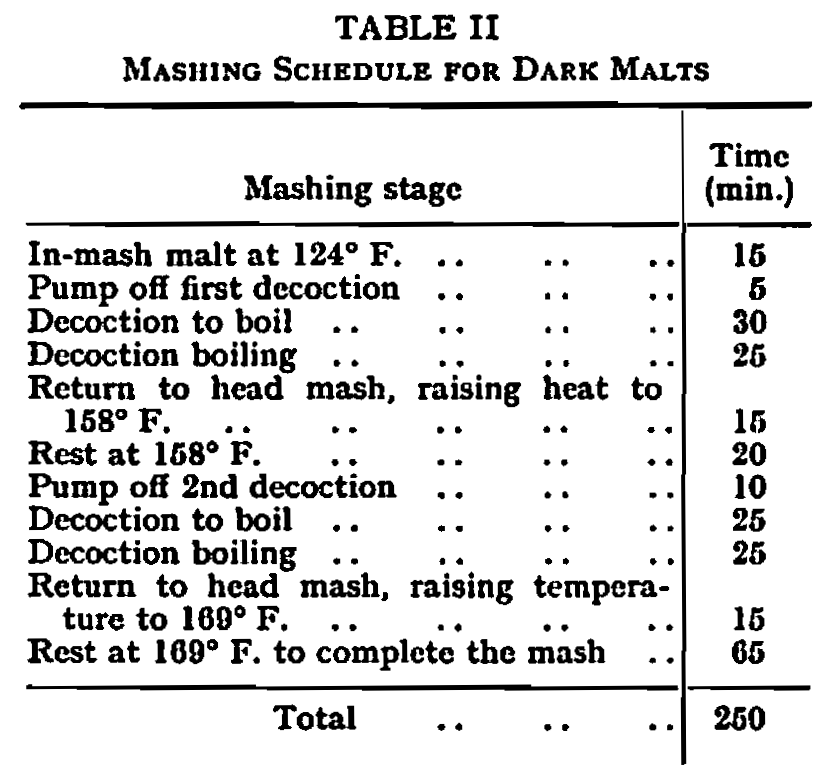
The maize mash contained about 25% of highly diastatic malt to assist in starch liquefaction. Dark beers also conformed to the 4½ hr. timing, but with a single all-malt mash, and a typical schedule is given in Table II.
Milling was performed on 5- and 6-roll mills fitted with vibrating screens which gave a good separation of husk, grits and meal. Roller settings were carefully controlled to maintain an average grits diameter of 0-38 mm., which gave best results for extract and filtration with this plant. The grist cases were suspended on weighing bridges coupled to automatic recorders which gave the weight of malt as ground.
For mashing, the required length of liquor was prepared at the prescribed temperature in the kettle, and a simple dry drop of grist was stirred in with the propeller. Temperature recording was continuous on one chart from in-mash to casting, and a master control panel prevented the flow of mash or wort in the wrong direction. The pH was adjusted by standard additions of permanently-maintained lactic mash, followed, if necessary, by a calculated addition of lactic acid; no other liquor treatment was needed for the town’s water supply, and the pH of the boiled Pilsner wort was thus maintained between 5-2 and 5-4. With mash-filters for separation of spent grains, a 50-Qtr. Mash was filtered and sparged in 2½ hr.
Wort boiling was usually for 75 min. open and 60 min. under pressure with the propeller on, the coppers being heated by a central high-pressure steam dome and an annular low pressure zone. Hops were added in two batches—at the start of the boil and after pressure had been reduced—in amounts calculated to keep the final isohumulone content of the finished beer constant. Hop rates varied from 5-8 oz. per brl. for Pilsner to 11 oz. for 1080° beer. Hot-break nitration was carried out in a modified mash filter and adjustment to gravity was made in the filtered-wort receiver; cooling to 46° F. was in stainless steel plate coolers with a final brine section. The cold wort was aerated to 5 ml. of dissolved oxygen per litre, and oxygen content was checked in the laboratory by a method involving polarization of a falling mercury electrode, coupled to give a direct galvanometer reading in ml. of oxygen per litre.
Brewing procedure in other Danish breweries visited generally resembled that described above, but a common liquor treatment was to soften with lime in the cold and add gypsum to the grist. One large brewery had cut down the saccharification rest (Table I) to 20 min.; a 70-Qtr. mash was filtered in lauter tuns, and a speed comparable to the mash filter was achieved by using 4 small tuns together, alternating, since 1956, with a single huge tun of 28 ft. diam. Hot sludge filtration was frequently required after the hop strainer, and a vibrating mesh screen was employed in one case and a centrifuge in another; the typical German open coolship was encountered only once.
Fermentation.—The essential feature of a lager attenuation is that sufficient residual extract is left to supply the requirements of the secondary fermentation in the lager tank; three methods of achieving this were used. With a single fairly flocculent yeast the primary attenuation was checked about 4° above the limit by cooling, thus giving a day or two less in the fermenting vessel; a typical example was an 8-day fermentation at 48-50° F. Again with a single yeast, the primary fermentation was completed and the necessary residual extract then added as krausening in the lager tank. The third method involved using two strains, powdery and flocculent, which were kept separate in the fermenting vessels, where they attenuated to different levels and were then mixed in the lager tank; the residual extract left by the flocculent yeast was sufficient for the secondary fermentation. A well-balanced pair of mutually flocculating yeasts was required for this process, but it was possible to standardize fermentation time without detriment to the secondary fermentation; this method was found in use both in a large brewery with its own propagating apparatus and in a smaller concern which relied on a commercial supply of yeast.
The fermenting cellar was usually at 40-45° F. and contained open vessels of aluminium, ebon, enamelled iron or stainless steel, filling being from the bottom through a single filling and racking cock; an armoured rubber hose was often used to connect the vessel to the wort main system, which was usually of copper. Yeast was either injected into the filling main near the vessel or pumped in from the top during collection.
Both large Copenhagen breweries have recently built multi-storey fermenting blocks with totally enclosed vessels in stainless steel, insulated with 15-cm. layers of cork and mounted in concrete; the exterior is air conditioned to avoid condensation and heat variance in the F.V. Attemperation was by direct ammonia expansion into a single 4-in. pipe running round the vessel just below the beer line. By varying the boiling pressure of the ammonia the minimum temperature difference could be attained between attemperator and beer. Carbon dioxide was collected from these vessels.
One brewery was still using the original Hansen propagators the prototype of which was designed in 1883. Yeast was removed for further build-up about once a week, and the inherent soundness of the method was apparent from the fact that over 300 samples of pitching yeast could usually be obtained from the initial pure culture before deterioration took place.
Yeast washing was widely practised, a modern variation being to sieve the yeast direct from the floor of the fermenting vessel after racking, using a vibrating mesh screen to retain the scum and allow the cleansed yeast to pass through. Smaller breweries re-used the yeast about 12 times, but the larger concerns had more rigorous infection limits; they were able to detect the presence of one cell of Pediococcus in 0-5 g. of pressed yeast and re-pitched only about 6 times. It was interesting to note that Pediococcus was the infecting organism most feared by Continental brewers; lactic rods were rarely encountered.
Most new installations favoured in-place cleaning and sterilizing. Hot washing soda with added trisodium phosphate was a popular circulating agent, with chloramine and ammonium fluoride used for pickling hoses and formalin for floors and drains; quaternaries were less frequently used.
Lagering.—The green beer was racked to the lager cellar by pumping. The yeast had usually compacted firmly on the floor of the fermenting vessel and it was not appreciably disturbed during racking, so that a retaining collar was rarely necessary. Much mixing of gyles took place in order to obtain a consistent product and also, where the method was in use, to mix yeast types. At this point in the process precipitating agents such as tannic acid were sometimes added.
Cellars were maintained at about 32° F. and the beer was allowed to reach this temperature naturally, standing in tanks which were bunged about a day after filling, either column-wise or singly. Many cellars were vast underground refrigerated passages, but new installations above ground enclosed the tanks in cold rooms, leaving the ends accessible from a working passage at room temperature. Enamelled iron, aluminium and stainless steel were used for lager tank construction, with aluminium now predominant. Pressures were allowed to rise to about 4 lb. per sq. in., which is lower than in Germany where subsequent carbonation is not allowed, and the average storage time was up to 3 months for Pilsner types and 6 months for very strong beers.
Filtration and bottling.—In 14 of the 16 breweries visited in Denmark and Germany, the final polishing nitration was given by a pure cotton cellulose pulp filter of the Enzinger type. Pulp polishing was considered essential for stability of the finished beer, in spite of the disadvantage of regenerating and sterilizing the pulp and the possible loss of beer quality. Four of the Danish breweries used a battery of centrifuges for rough filtration, with additional cooling equipment between the centrifuges and the pulp filter; they were not so efficient as kieselguhr rough filters and they thrust more load on to the polisher. For example, a 50-plate pulp filter used after a centrifugal pre-filter passed about 300 brl. before choking whereas 400 brl. were passed after prefiltration by kieselguhr. The sludge from the lager tanks was usually filtered through a cloth filterpress, and the beer recovered was led through the main filtration plant and metered into fresh bright beer.
Carbonation took place just before the pulp filtration, and bright-beer tanks were usually glass lined. Two large breweries had a rigorous check on dissolved air before bottling, and any excess over 2 ml. per litre was scrubbed out by bubbling carbon dioxide through the tank. The extent of carbonation was standardized and chill-proofing agents were sometimes added. Bottling lines were always well laid out, with hot water spray pasteurization in bottle commonly applied; the usual practice of a 20-min. hold at 143° F.
Keg beer constituted a proportion of the home trade of some breweries, and here pasteurization by complete immersion was favoured for thorough heat transfer and so that leaking kegs could be detected. Export beer in bulk was flash pasteurized. Canning was rather the province of the major concerns, but it was obviously on the increase and at least one firm was preparing to raise its output of canned beer extensively. Standards of stability for beer in bottle were high. Vibration and forcing tests were regularly carried out with, e.g., one type of beer being expected to withstand a temperature of 140° F. for 3 months without throwing an appreciable haze.
WEST GERMANY
In West Germany, beer is subject to the Purity Law which forbids the brewing of beer from materials other than malt, hops, yeast and water. This restricts brewing to all-malt mashes and prohibits the use of soluble chill-proofing agents. Absorptive materials have, however, long been allowed, and where formerly beech shavings were added to the lager cask, silicate earths such as bentonite are now widely used for clarification.
Great changes have been made in the last 15 years with rebuilding, particularly in the war-damaged areas of the North which now holds a distinct technical lead in modern plant over the old-established centre of Munich. With the growing popularity of pale Dortmund beers, there are now, in Dortmund, the four largest single German breweries with a combined output of over 2½ million brl.; this represents about 8-2% of the total German beer production.
In general, beers fell into three types: the dry, highly-hopped Pilsner, the fuller and less bitter Dortmund and Bavarian vollbier type, and the heavy dark Munich type. Barleys were obtained from Central Germany and Czechoslovakia, and those from the latter source, being generally finer in quality and of lower nitrogen content, were used extensively for Pilsner brewing. Australian barley was also bought direct ex-farm at competitive prices, but extensive screening was needed before it could be used.
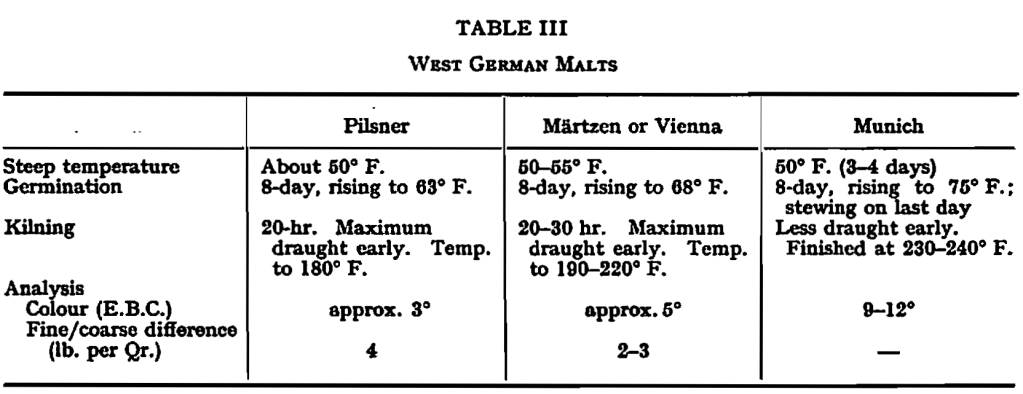
Malting.—The main malting procedures observed are outlined in Table III. Aeration in steep was always abundant and was usually in-place, but occasionally involved transferring to another cistern. All six makings visited had modern Saladin installations, although Munich and Märzen malts were still made on the open floor.
Kilning provided many examples of modern plant operated with much reduced labour forces. A common feature was the single floor construction with forced air draught provided from a pressure heating chamber below, with turning in this case unnecessary. Quantities of the order of 100 Qtr. were kilned at one time, with a limiting depth of about 30 in. Heat supply to the calorifier was either steam or super-heated water in a closed high-pressure circuit at temperatures well above boiling point. Temperature-recording at various points in the piece was common, and in one plant the rate of ventilation was electrically coupled to the relative humidity of the exhaust air. Some kilns could be tilted for discharge; others used a manually-controlled stripper. Central relay panels incorporating the temperature charts were used to control kilning.
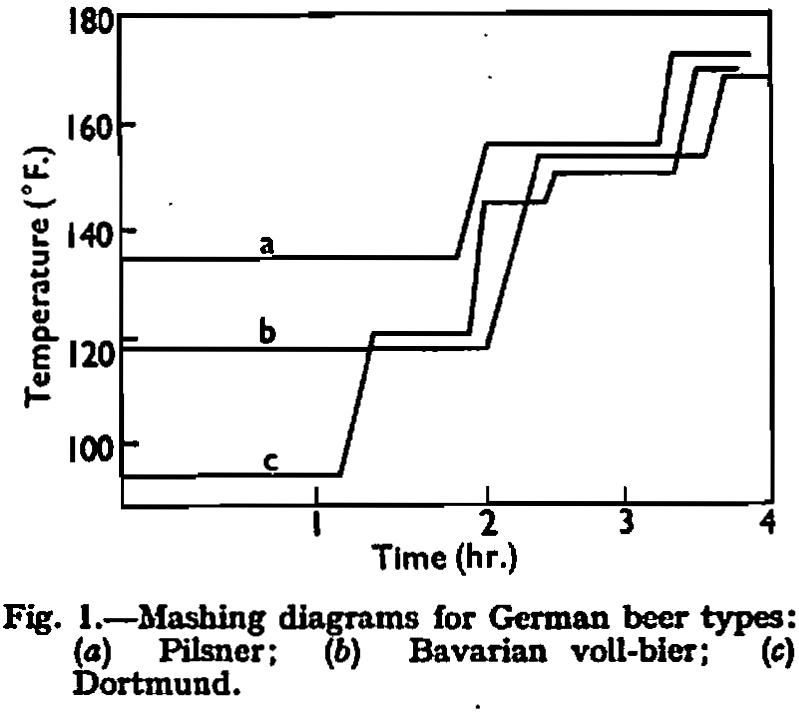
Brewing.—In a particular area there tended to be some conformity in the beer types produced and the mashing procedure adopted. All-malt mashes were enforced and again a common liquor treatment was to soften with saturated lime-water in the cold, then adding gypsum or calcium chloride in an extension of the softening apparatus; more simply, the gypsum was added dry to the grist. The flexibility of the process, whereby various beers of distinct character are produced by variations in the mashing procedure, is shown in Fig. 1, where the average mashing conditions for three typical pale beers are grouped together, ignoring the decoction details. This clearly underlines the desirability of obtaining good mash proteolysis where a full-drinking beer is required, the temperature chosen for saccharification being in rather closer agreement for each type.
Six-roll mills with vibrating screens predominated, and regular grist analyses were performed to maintain the correct grind, which was considered particularly important with regard to lauter-tun filtration. The mash was made either by dropping the grist dry into the prepared length of liquor in the tun, or by mixing grist and liquor externally in a vortex pre-masher and making up with liquor to standard dip in the tun. Two decoctions were usually made for pale beers and three for Munich, about one-third of the mash being decocted in each case, with the actual quantity dependent on the temperatures required.
Two breweries in Dortmund which suffered from shortage of space had installed block brewhouse units. These were of different designs, but in each case the block unit consisted of mash and decoction vessels mounted above the copper, with the mash taken off to a separate mash filter.
Brewing plant in Bavaria usually consisted of the traditional double brewhouse with 4 vessels—mash tun, mash kettle, lauter tun and wort kettle. New plant tended to retain the lauter tun in preference to the mash filter, even in large breweries, although it was admitted that, with a poor malt, filtration could take over 6 hr.
Boiling was usually vigorous although fountain spreaders were not used, and the hop rate varied from 7 oz. per brl. for the vollbier type to 13 oz. for Pilsner. Plant for hop and hot-trub-separation was generally two-fold, as in Denmark. Traditionally the trub was allowed to settle out on the coolship after the hops had been strained off, the bright wort was decanted and cooled on open horizontal refrigerators and the trub wort filtered on a press with cloths. Although slow and open to infection, this process was still prevalent in Bavaria, but newer plant in the North replaced the coolship by an enclosed stainless-steel tank, and trub wort nitration was then either by self-emptying centrifuge or through kieselguhr. Plate cooling was then employed, although the filtered trub wort was usually re-sterilized before being cooled and mixed with bright wort.
One novel process was seen which employed a system of wet grinding. Malt was washed and pre-soaked in cold liquor for 10-15 min. before being passed through a single pair of crushing rollers along with the actual mashing liquor. The grain was thereby merely squashed, the husks being undamaged, and this was said to facilitate lautering. This apparatus was built into a fully automatic remote-controlled brewhouse which has now been in successful operation for 4 years.
Fermentation.—Standard practice in 9 of the 10 breweries visited was to arrest fermentation at a suitable attenuation for racking to the lager cellar. Temperatures were in the range 40-48° F. and much variation in yeast behaviour was apparent, comparable attenuations taking from 5 to 14 days. All the larger breweries had pure-culture yeast propagators in operation and yeast washing was general. Liquor at 34° F. was used and storage was generally under this liquor as a thick paste. Pitching rate was measured volumetrically: from 0-3 to 0-5 litres of the pasty yeast was pitched per hectolitre of wort, i.e. approximately 1½ lb. per brl. for 1045° wort. Fermenting vessels were predominantly of ebon or aluminium, with newer installations in stainless steel but rarely enclosed. Mixing of worts often took place in large starting tanks and attemperation was by cooled drinking water at 34° F. It was common practice to skim off the resinous scum with a perforated scoop just before racking.
Lagering.—In German cellars it was essential to allow tank pressures to rise to between 6 and 9 lb. per sq. in., as no further artificial carbonation was allowed. Bentonite was commonly added to the lager tank, and bunging tended to be individual, with not more than 3 tanks in a column. Cellars were often maintained at a temperature just below freezing, particularly with export beers, to allow maximum precipitation. Storage periods varied from 2-6 months, with one extreme case of 9 months in a brewery with extensive storage space. New tanks were of aluminium, but pitch- and glass-lined iron tanks were common and many old wooden casks of up to 50-brl. capacity persisted in Bavaria.
Filtration and bottling.—Little home beer was pasteurized and the commonest procedure was to pre-filter by kieselguhr and polish by pulp, giving a life of up to 6 weeks: this could be increased to 3-6 months for export beers by pasteurizing. In some cases, sterilization of bottles was attempted by flushing with sulphur dioxide gas, and bottles for home trade were often manually closed with swing-top stoppers, crowning being reserved for export.
The sale of filtered beer in pressure casks corresponds to the English draught beer trade, and in the Dortmund area the sale of this type amounted to over half of the total trade. Until recently all casks were wooden and lined with pitch or wax, which was melted out and renewed for each filling. This practice was still observed in all breweries, but aluminium kegs were gaining popularity and these too were often pitched, particularly for the American trade. Beer filled into cask was often kieselguhr pre-filtered and plate-pasteurized in bulk.
Most bottling halls employed the Seitz type of filling head in which contamination of the beer with air was largely avoided. Carbon dioxide top pressure could be employed to feed the filling reservoir which was permanently filled with beer, and return air and beer from the bottle passed up a tube to a separate collecting tank, the recovered beer being returned for subsequent processing. Reports on hot-bottling were obtained from the Dortmund area. This process involved plate pasteurizing to about 143° F. and filling pressures were of the order of 100 lb. per sq. in. using the Meyer type of filling system; no after-cooling was employed. Canning was well established in the larger breweries.
Laboratory Control
In both Denmark and Germany the graduate Brewmaster has been trained in routine analysis of raw materials and in essential process control. In breweries with only two Brewmasters, one of them had to perform what laboratory work was required, but in the larger breweries laboratories were more specialized with teams of girls making routine analyses under the direction of qualified departmental heads.
Determinations carried out in all breweries included malt and grist analyses, measurement of mash pH and of attenuation limit and examination of finished beer for carbon dioxide content; biological control was also general. Malt analysis involved determinations of moisture, hectolitre and 1,000-corn weight, nitrogen content, conversion time, extract, and colour of Congress wort; modification was assessed by fine/coarse difference or, more simply, by the number of steely cops in a sample cut. Diastatic power was important for maize conversion in Denmark but in Germany this determination was only occasionally made. Grist was regularly examined on a laboratory plansifter and most breweries selected an empirical distribution suitable for their individual needs.
There was sufficient time to obtain the results of attenuation limit determinations before the primary fermentation was completed, so that racking attenuations could be selected at the correct level. Apparent attenuation down to one-seventh O.G. was obtained with matured Pilsner beers in Denmark, but only one-fifth was possible for German pale beers, and the Munich type usually went down to one-third. Pitching yeast was examined microscopically for infection, sometimes after incubation on a medium favourable to Pediococcus, and forcing tests were made on green beer at racking and on finished beer in bottle.
Training of Brewmasters
In Scandinavia the Brewing School at Copenhagen gives a one-year post-graduate course, with a further one or two years pupilage. All Brewmasters must pass through the School, and lectures are given there on management and on statistical analysis as well as on all aspects of malting and brewing technique. In Germany, a two-year course from intermediate standard leads to the title of Brewmaster, with a further two-year course for the Diploma in Brewing Engineering. So-called “Brewer Schools” also exist which enable a man with elementary education and a 3-5-year apprenticeship to pass the Brewmaster examination after a half-year course. All Brewmasters must have successfully completed one of these courses. The brewery process worker undertakes a three-year apprenticeship, learning all aspects of brewery work in this period. In both Denmark and Germany the brewing schools were also equipped for original research. Laboratory and pilotscale brewing plant was available and, in ancillary departments, commercial investigations were carried out on request.
Acknowledgements.—The author wishes to express his sincere thanks to the Council of the Institute of Brewing for the award under the John S. Ford Memorial Trust which made his visits to Denmark and West Germany possible; to the Directors of Truman, Hanbury, Buxton & Co., Ltd. for leave of absence; to Mr. E. Andrup (Carlsberg) and Mr. G. Gebhardt (late of Seitz) for arranging the itinerary; and to all his hosts in the concerns visited for the freedom of study allowed.
