MEETING OF THE LONDON SECTION, HELD IN THE HORSE SHOE HOTEL,
TOTTENHAM COURT ROAD, W.I, ON MONDAY, 10th JANUARY, 1955.
The following papers were read and discussed:
BRITISH FERMENTATION SYSTEMS
I. CRITICAL REVIEW OF THE SKIMMING SYSTEM
By W. C. Lasman (Whitbread & Co., Ltd., The Brewery, Chiswell Street, London, E.C.I)
II. THE BURTON UNION SYSTEM
By G. T. Peard, M.Sc, F.R.I.C. (Marston, Thompson & Evershed, Ltd., Burton-on-Trent)
III. THE YORKSHIRE STONE SQUARE SYSTEM
By E. G. Peet (T. Ramsden & Son, Ltd., Stone Trough Brewery, Halifax)
Plant and operation of the three systems are reviewed. With the skimming system, particular attention should be’ given to the avoidance of infection and to achieving the maximum regularity of attenuation; with the latter problem is bound up the attaining of a sufficient yeast crop. Yeast of non-flocculent type derived from a single colony is used successfully for producing highly attenuated pale ale for bottling; for draught pale ale, flocculent yeast from a single colony gives results superior to those obtained with the traditional mixed yeast, but for mild ale single-colony yeast has proved unsatisfactory. It is considered that wort composition plays a major part in determining the amount of yeast in suspension during fermentation and hence the degree of attenuation achieved.
Although Burton Union plant presents difficulties of cleaning and maintenance, the system produces clean and healthy yeast and gives fermentations which show surprising regularity of behaviour, whilst this type of fermentation is considered to produce a smooth and mature hop flavour even with the hard waters used; nevertheless, it is unnecessary to use the system for such beers as ordinary running mild ales. In the Stone Square system carried out in the traditional manner the results may be somewhat variable, and it is suggested that open squares can give very acceptable results so long as rousing and aeration are suitably applied.
I. Critical Review of the Skimming System
Introduction – The Skimming System, which can be taken to include the dropping system, is the one on which the greatest proportion of British beer is produced. Draught beer, light gravity ales for bottling, strong ales and stouts can be produced with equal ease. The equipment used is simple when compared with that required by some other systems, and the losses incurred can be under 2% with a one vessel fermentation, though they are higher when the dropping system is used.
Plant.—This need only be touched on lightly. It is perhaps not possible to make out a case for the construction of wooden or aluminium fermenting vessels to-day; sooner or later both types lead to bacteriological troubles—in the case of wood due to softening, and in the case of aluminium due to the pitting of the surface which results from corrosion. The use of copper both for vessels and mains is widespread, but it may be suggested that such use is not to be encouraged, particularly when the fermentation is carried out in one vessel. There is perhaps no better material for fermenting vessels than stainless steel, the extra price of which is well worthwhile in view of the long life the plant will have.
Cleanliness.—It is impossible to produce biologically-stable light-gravity draught or bottled beers unless the greatest attention is paid to cleanliness in the tun rooms as elsewhere in the brewery. Naturally, subsequent pasteurization will overcome deficiencies in biological stability, but it is better to prevent infection than to cure it. It is not sufficient that the plant should only be clean to the eye; it should also be clean when examined biologically in the laboratory. In this respect, the results of forcing tests carried out on beer sampled from the F.V. at the end of the fermentation are probably inadequate. In addition, swabs for examination in the laboratory should be taken from the plant, particularly from the parts most likely to escape thorough cleaning.
Having for some time held the opinion that the parachute is not the best piece of plant for the collection of the top yeast from the fermenting vessel at skimming, we have recently put into operation a new piece of plant of our own design, called a “pulling cone,” which is considered to have many advantages. It is light and portable, and it is not necessary to have one for each fermenting vessel; it is intended that 24 cones will eventually replace 74 parachutes.
The cone finds its own level in the fermenting wort, and this ensures that only the yeast head is skimmed and that practically no beer finds its way to the yeast cylinders. The cone can be removed from the vessel immediately after last pull, and can thus be cleaned and sterilized before the yeast on it dries. Cleaning and sterilization by immersion in a suitable bath can be readily carried out, as the cone is easily dismantled into its component parts. Its use eliminates the need for heavy supports and raising screws over each tank, and this results in a great saving of labour when the tanks are cleaned.
Methods of operation.—It should be the aim of every brewer to achieve a regular degree of attenuation, and many fermentation methods and procedures are available which are designed to this end.
It is first necessary to see that the oxygen content of the wort is sufficient to support a total yeast reproduction of about 5 for light and average gravity beers. Some brewers achieve the necessary oxygen content by admitting air into the wort as it passes through the heat exchanger, but in the particular process under review this is not necessary, possibly because the wort cascades into the vessel as opposed to being fed in quietly below the wort surface. It is preferred to pitch as simply as possible by mixing the yeast with warm wort in stainless-steel skips and then pitching the mixture into the F.V. as soon after the start of the run as possible. This is considered a suitably clean method.
At some period up to 24 hours or even later, it is often the custom to rouse the fermentation if it is a one-vessel system or to drop the beer into another vessel if the dropping system is being followed. The interval between pitching and dropping should vary with the O.G. of the beer, the interval being longer for higher O.G. values. It has been found that the amount of yeast rising to the surface and collected as the top crop can be influenced by this means, early dropping times tending to give larger crops. Recent investigations of irregular racking gravities between different fermenting tanks of the same gyle have shown that these irregularities may result from uneven distribution of the yeast at dropping; this is particularly associated with moderately strong ales (O.G. approx. 1050). As yet, there is no obvious reason why the yeast should be unevenly distributed, and this subject is still under investigation.
In some breweries it is customary to skim 3 times and to keep each skim separate from the others. Generally, in such cases, the yeast from the middle skim is used for subsequent pitching. Where a brewery is using a pitching yeast which contains mixed types, some being more flocculent than others, then the adoption of this procedure must, presumably, help to maintain some degree of consistency in the overall character of the pitching yeast. In a brewery using a pitching yeast which contains only one type of yeast, the adoption of this procedure is unnecessary.
When a non-flocculent powdery type of yeast is used for pitching, it is sometimes found that the top crop is small. The crop may be increased either by adding a small proportion of a flocculent type of yeast to the pitching yeast, or by adding some insoluble material to provide nuclei around which bubbles of carbon dioxide can form to help carry the yeast to the surface. For the production of a highly attenuated beer it is perhaps better to follow the latter procedure, as it enables the composition of the pitching yeast to be kept pure. Use can be made of a diatomaceous earth added at the rate of about 10 lb. per 100 brl.; this material is generally practically sterile and is easy to handle. It is of importance when using adjuncts of this type to examine them biologically before use.
There are two principal systems for the collection and storage of yeast. In the older system the yeast is kept in liquid form. It is to be doubted whether it has been conclusively proved that the storage of yeast in liquid form is the best method, but the system has many supporters. One great disadvantage is that a small proportion of the beer from one fermentation is returned to the next. Duty is therefore charged twice on this beer and in these days this is a significant point.
The second principal system is the Scott system, in which the yeast is pressed into cake form. When operating this system, it seems important to press the barm as quickly as possible after collection, and to chill the yeast thoroughly on the press which should, therefore, be jacketed. When the yeast is removed from the press it is advisable to keep it in shallow trays, in a cold store at about 34° F. The cold store should not be regarded as a room for chilling yeast but only as a room for maintaining chilled yeast at a low temperature; the chilling should take place in the press.
Choice of pitching yeast.—It is, perhaps, true to say that the character of a beer is to be attributed as much to the yeast as to any other single factor. A brewer must, therefore, know quite clearly what character he wishes his beer to have.
For the production of a highly attenuated pale ale for bottling, it has been found essential to use a “culture yeast” which has been derived from a single colony. Only those yeast cultures which have passed a critical laboratory examination are used as the starters of culture yeast propagations. The yeast used is highly non-flocculent, gives a small crop, and may leave a large amount of yeast in suspension at rack, but it will ferment the beer quite rapidly almost to the attenuation limit.
For draught pale ale it is preferred to use a flocculent culture yeast, again derived from a single colony, rather than to use the traditional mixed brewing yeast. It has been found that pale ale fermentations are prone, probably more in the summer, to attenuate too far and to leave too much yeast in suspension in the beer at rack. Limited experience with the use of single colony culture yeast has suggested that this is far less likely to happen with such yeast than with mixed pitching yeast. Generally, also, the use of single colony culture yeast results in the fermentations being more regular and in smaller amounts of yeast being left in the beer at rack. With the use of culture yeast, the worst troubles are likely to be associated with the first brewery fermentation using new yeast from the culture room, when attenuation may be rather too high. This higher degree of attenuation is not associated with high yeast counts at rack to anything like the same extent as are the high attenuations resulting from the use of the traditional type of mixed brewing yeast. It is suggested that it is the high yeast count and not the higher degree of attenuation which is the cause of the fining difficulties sometimes experienced with low-gravity draught pale ales.
Unfortunately our experience with the use of single-colony culture yeast of a flocculent character is limited, and the use of this type of yeast for mild ale fermentations was unsatisfactory. Although satisfactory attenuations and yeast counts at rack were obtained, practically no yeast rose to the surface to be collected as crop. This may have been due to a specific influence of the wort which caused the yeast to coagulate into such large floes that practically all of it sank to the bottom. This is just one of the many indications of the importance of wort quality as a factor affecting fermentation results, and it may well be that the development of the use of culture yeast for different types of beer will necessitate the use of a special yeast for each type, but perhaps our present know ledge is insufficient for this speculation to be carried further.
For the pitching of other types of beer, where the degree of attenuation need not be high but where low yeast counts at rack are essential, use is made of the fact that when flocculent and non-flocculent yeasts are mixed, the non-flocculent yeast behaves in a more flocculent manner than it might otherwise do. Therefore, by carefully choosing the proportions of the two types of yeast it is possible within limits to control the final attenuation and the yeast count of the beer at rack. The flocculent yeast used for these pitchings is yeast derived from an originally non-flocculent culture yeast which has lost its highly non-flocculent character by being pitched into certain types of wort (e.g., stout wort).
It is frequently stated that the microscopic appearance of the pitching yeast itself is of primary importance. With respect to biological cleanliness, it is certainly necessary to choose a yeast with a low rod count for, although the most prevalent infecting organism is Flavobacterium proteus which may be fairly innocuous, its presence may often be indicative of the presence of more harmful organisms; incidentally, F. proteus appears to be more troublesome the slower the fermentation. A great deal of attention is often also paid to the microscopical appearance of the yeast cells themselves, yeasts with a large number of granules or well-developed vacuoles being considered inferior to those without either. Except in extreme cases when the yeast has a very exhausted appearance and when the proportion of dead cells ascertained by eosin staining is high (about 25% or more), the appearance of the yeast need not perhaps receive too much attention; provided extremes are avoided, examples of poor fermentation which could be attributed to the appearance of the pitching yeast do not seem to occur. Satisfactory fermentations have been carried out on a few occasions using pitching yeast containing 25% of dead cells. In such circumstances it may sometimes be necessary to make allowance for the dead-cell content by making a small and disproportionate increase in the pitching rate. The problem of dead cells in pitching yeast is an interesting one. There is, on occasion, a tendency for certain yeast series to give rise to crops containing an unusually high proportion of dead cells; in other words, some strains of yeast under certain conditions seem to be more prone to die than others.
One further word on the choice of culture yeast for pitching purposes. Each crop of yeast from the culture room gives rise to a series of brewery fermentations. When considering if the latest crop from a series should be used for pitching, too much attention should not be paid to the results of that particular fermentation which might be poor, for the failure is as likely as not to have been caused by the wort. If, however, the yeast series has given rise to two successive failures, then the brewer is entitled to consider the yeast as a possible cause and to abandon the series. Most culture yeast series should be terminated after about seven or eight brewery generations.
Variability of fermentation.—Whilst it is possible to define with some accuracy the conditions under which a wort should be fermented for the production of a given type of beer, it is not always possible to produce the desired results by following the standard procedure. It has been noticed that the many defects from which a fermentation can suffer tend to occur periodically, although it has so far been impossible to forecast with accuracy when a given defect will occur; but it is known that, within a twelve month period, there will probably be a few weeks when attenuation is unusually low. At another period, there will be trouble from low crops and at another from thin finishing heads or perhaps high yeast counts at rack. Fortunately all these defects have not yet occurred simultaneously.
What steps can be taken to right these situations? Unfortunately, although our knowledge of the fermentation process is increasing, it is not yet possible to exercise much control over it when conditions are abnormal. For example, when the degree of attenuation is naturally low, it is practically useless to try to improve matters by increasing the pitching rate or fermentation temperatures, or by rousing. It is, however, known that one of the most vital factors controlling the degree of attenuation is the amount of yeast in suspension during the fermentation, and this is now believed to be, in no small degree, a function of the composition of the wort. Two pieces of brewery evidence lend support to this point of view. First, it has been found that when the wort from one brew is split into two or more gyles of similar O.G. which are pitched with different yeasts of the same type, then there is a marked tendency for the gyles to rack at similar gravities. This result would not be expected if variations in the character of the pitching yeast have a greater influence on the course of the fermentation than have variations in wort composition. Because of the methods followed in this brewery, it has been possible to make this observation only with one type of yeast on one type of wort.
The second piece of evidence concerns the use of copper sugar. It has been found that, in certain circumstances with light gravity worts, an increase in the proportion of the total extract derived from sugar added to the copper will result in a lower degree of attenuation at rack in spite of a higher limiting attenuation.
Another fermentation problem, but, happily, one not encountered frequently nowadays, is that of the boiling fermentation which gives no crop. It has been suggested in the literature that this may be due to an excessive maltose content in the wort, but this is probably not so; for it has been found in the laboratory that a high maltose content can be associated with larger crops, particularly when there is a natural tendency for the wort to prevent the yeast from cropping well. With regard to the use of yeast foods to improve attenuation, it is perhaps possible, on the evidence available, to make out a case only for the use of yeast foods which can be shown to increase significantly the assimilable nitrogen in the wort.
Acknowledgement.—It is a pleasure to thank Mr. N. S. Curtis, B.Sc, for his help in the preparation of this paper.
II. The Burton Union System
Introduction.—Surprise may be expressed that Burton Unions are not used to any appreciable extent outside Burton, because they have many desirable features. Naturally, they are particularly suitable for Burton beers and this suitability probably arises from the conjunction of the use of a very hard gypsum water and a high hop rate. Under these circumstances it would be easy to get too strong a bitter flavour, referring in this connection more particularly to draught beers or sediment bottle beers, rather than to all bright beers. After a brief description of the design and working of a Burton Union set, an attempt will be made to assess the disadvantages and advantages of the system in the hope of showing that the advantages outweigh the disadvantages.
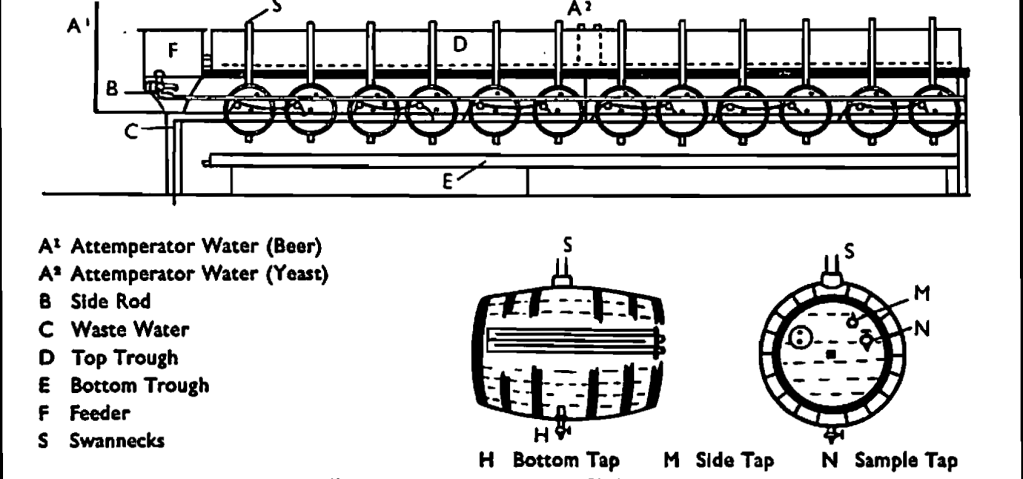
Description of a set. — Brewing vessels used in Burton are usually comparatively small, and the brews themselves are habitually smaller brews than those of the skimming system. The Burton Union set is no exception to this custom, being of approximately 100-brl. capacity. A set may consist of 24 Unions, each of 153 gal. arranged in pairs as shown in the diagram (Fig. 1). Above the Unions, and extending for the length of the set, is the top trough. At one end of the trough and a few inches below it, is a feeder placed at right angles to it. There are three liquor connections between trough and feeder, allowing liquor to be drawn off at different levels. Under the feeder are two feeder cocks, one for each side, which are connected to the side rods, which, in their turn, run the length of the set and have connections to each Union via side taps. Each Union has a swan neck inserted in the bung and just long enough to bend over into the trough. Running under the Unions are two small racking troughs, and each Union has a bottom tap for emptying the Union into the appropriate racking trough. Each Union is provided with an attemperator, casks being linked in pairs, and the top troughs are provided with two or more attemperators.
The top troughs and feeders used to be made of Kauri or pitch pine, but nowadays are either lined with, or constructed from, copper, aluminium or stainless steel. Swan necks, side rods, etc., are of copper or stainless steel, and bottom troughs are of copper. Unions are, alas, still of oak. Requests to more than one firm to quote for lining them with stainless steel have shown that the cost would be prohibitive, because the limited market makes it not worthwhile to “tool up,” and the work would have to be done by hand.
Among recent interesting developments, it may be mentioned that a number of sets have been rebuilt with large stainless steel cylinders in place of Unions. Thus a set has been installed in a South Midland brewery in which stainless-steel cylindrical vessels take the place of the Union casks; their essential dimensions—diameter in particular—and the numbers of swan necks conform to Burton practice, and altogether the unit is most impressive. A second development is the introduction of the Atkins feeder pipe in substitution for the feeder. This is a slotted pipe put into the top trough and connected direct to the side rods. By raising or lowering the central portion of the pipe, high or low slots can be exposed, and so the level at which the feed liquor is drawn off can be varied at will, without the intervention of a feeder.
Method of working.—It is hoped that the method of working a Union set will be fairly clear from the foregoing. Fermentation takes place in the Union cask, and the head rises up the swan neck and falls blob by blob into the trough. There the fob breaks down into yeast and wort, and, as the trough has a slight fall, the wort flows into the feeder. From the feeder it returns via the feeder cocks and the side rods back to the Unions. Hence, there is a continuous circulation going on throughout the fermentation: froth rises up the swan neck, breaks down in the trough to yeast which “stays put,” and wort which flows back into the Union via the feeder. The rate of flow is controlled by the feeder cock, which has a fine adjustment device, and is generally set to give a drop-drop of the froth into the trough rather than a continuous flow. During fermentation a good separation of yeast is achieved, and the yeast all collects in the top trough; the finished beer in the Unions is satisfactorily clean and free from yeast. The circulation during the fermentation represents a complete turnover of the contents of the set of between one and two times.
Detail of working procedure need not now be elaborated, but in broad outline it involves tunning into the set at about the stage of maximum yeast growth, which occurs before the stage of maximum rate of fermentation. Soon after the circulation has commenced, attemperation of the working liquor in the top trough, approximately 8 brl., is begun, so that the feed liquor is always cooler than in the cask; this helps separation of the yeast. The casks are allowed to rise to their maximum heat and, after a short time at this temperature, the cask attemperators are used to check the temperature and to reduce it gradually. The feed liquor is brought back at the same rate as the casks, so as to preserve the agreed temperature difference between feed and cask. When the fermentation is finished, the casks are topped up until solid, and the surplus top trough liquor, representing the working margin, is run off into two Unions which have been kept empty for this purpose. The casks are finally cooled down to racking temperature, and eventually emptied via the bottom taps and bottom trough to the racking vessel.
Feeders are washed and scalded as soon as fermentation has subsided, and before the topping-up. The yeast is taken off the top trough the day before racking. The surface skin is first of all skimmed off by hand, and the good yeast is then squeezed up to the yeast outlet and collected for pitching. It represents first-class pitching yeast and is equally suitable for Union or skimming fermentations.
Cleaning and maintenance.—Washing a Union set is clearly a most cumbersome and laborious job. First of all the set is rinsed through with cold and then with tepid water, whilst everything is still connected up. The top trough and feeder are then thoroughly scrubbed and scalded, as also are the attemperators which are then hauled up out of the way, and the side rods are brushed. The casks are then half-filled with hot water, disconnected from the side rod and dollied by rotation on their centre spindle. They are actually given nine rotations in each direction. The side taps are brushed after this operation. The casks are then reconnected to the side rods and the whole operation of dollying repeated with more hot water. Finally, the side rods are steamed. Swan necks and bottom taps are brushed and scalded separately.
Unless the set is going to be put back into use the following day, the Unions will need a further re-scald before use. If it has to be out of use for a few weeks, the cask attemperators are withdrawn, and a sulphur match is put into each cask, and this treatment should keep it sweet for three weeks.
Once a year every cask is unheaded, brushed and scraped, and fired with a gas flame. Every second year the whole of the casks in a set are withdrawn and sent to the cooperage for overhaul. It is possible to do a small repair in the frame, but all major ones have to be done in the shop.
Disadvantages and advantages of Unions.—The disadvantages are only too obvious. Union sets are costly to erect—at least 2½ times as expensive as a skimmer—to maintain and to wash. They take up three times the space that skimmers do. The racking loss is naturally higher than for skimmers, but when allowance is made for pressings obtained, but used elsewhere, and for liquid in the pitching yeast, which is not pressed, the loss difference is less than might be expected. It is certainly less than 1% for ordinary pale ales and lower still for the weaker beers. Finally it might be thought that it is impossible to clean a Union set properly, but this is not so. The cleaning is costly and one set is 12 hr. work for one man, though actually three or four men in a gang work together. It is found in practice that the stability of Union-brewed beers is greater than that of beer from skimmers.
The advantages of Unions may not be so obvious, but they are very definite. Pitching yeast from Unions is healthier and cleaner biologically and organically than skimmed yeast, and is very regular in behaviour. Perhaps the breaking up and agitation it gets during circulation, and during the previously described drop-drop of the froth into the top trough, has a lot to do with this, added to the fact that it is kept cool in the top trough as soon as it gets there.
Union fermentations almost always look and behave well, even when other fermentations are being somewhat temperamental, or when end-of-season malts are being used up, etc. There is no doubt that the Union fermentation smooths and matures the hop flavour, which with the very hard Burton water could easily become unbalanced. Strong ales fermented in Unions have a very much better and cleaner palate than those fermented in skimmers.
Attenuations are more under control in Unions, and are lower than for skimmers. This is especially noticeable at a time when skimmers tend to stick, for the Union portions of such beers usually behave normally. It almost seems as if Unions had a fermentation momentum tending towards regularity from week to week. This no doubt is another way of saying Burton yeast has strong characteristics of its own. The separation of yeast after flocculation is very good, and there is almost always less yeast in suspension at racking than is found in beers from skimmers.
It is not claimed that all or any beers are improved by Union fermentation to such an extent as to justify the expense of the process; but it is claimed that Unions justify themselves up to the hilt for all types of pale ales and strong ales. Above all, they help immensely in the maintenance of a healthy and regular pitching yeast. On the other hand, there is no doubt they need not be used for ordinary running mild ales.
Acknowledgement.—Best thanks are due to Mr. E. A. G. Collier for his help in preparing this paper and diagram.
III. The Yorkshire Stone Square System
Introduction.—This system is so called because originally the fermenting vessels were constructed of stone slabs, though these were later replaced by slabs of slate. Originally, also, the vessels were usually small—about 28 brl. in capacity, owing to the difficulty of constructing larger vessels out of stone or slate without any internal supports. However, about 30 years ago some Yorkshire type vessels were made from aluminium, and then larger units and different shapes were possible. Aluminium gave place in its turn to the more modern stainless steel. The principle of the Stone Square however remains the same whether the vessel is constructed of stone, slate, aluminium or stainless steel.
Fermenting vessel.—This consists of an enclosed chamber, the roof of which has a manhole opening into a superimposed chamber of the same outside dimensions but shallower. The bottom of the upper chamber forms the roof of the lower, and the whole thus comprises one unit. The manhole allows communication between the two sections of the vessel, and in addition there are two pipes, known as organ pipes, each with an ordinary drop valve at the top, and capable of being opened and closed by means of a chain; these valves are normally open. Lastly, there is what might be called the overhang of the top deck, in which is a screwed plug with a long handle, for removal of the yeast at the end of fermentation.
Operation.—The method of fermentation is to let the lower vessel fill completely with wort which is then allowed to flow through the organ pipes into the top deck to a depth of an inch or so. When the wort starts to ferment, the outlet for the yeast is through the manhole into the top deck where it collects and lies, instead of lying on top of the wort proper.
One of the features of the Stone Square system is the regular periodical rousing of the wort. In the days of the old small stone vessels this was done by hand, a copper pump being put into the lower chamber diagonally through the manhole and operated from the top edge of the upper chamber. Nowadays, the rousing is done by an external pump connected in turn to the vessels in fermentation.
The procedure is that some 18 hr. after collection, during which time the frothy head appears in the top deck, the valves of the organ pipes are closed, wort is pumped out of the bottom chamber and discharged through a flat fishtail spreader (for aeration) into the top deck. This pumping goes on for the required period (e.g., 10 min.), after which the wort and yeast in the top deck are vigorously roused with a wooden hand rouser; the organ pipe valves are then opened, and the wort is allowed to run back into the lower vessel. In the old stone squares it was customary to rouse every 2½ hr., but when the aluminium rounds were made, the fermentation for some reason seemed to go faster, and it is now sufficient to pump every 4 hr. At skimming time the yeast from the top deck is removed by withdrawing the plug from the yeast outlet and, e.g., sucking off the yeast by vacuum and pressing according to the Scott system.
This can be claimed to be an improvement on the original method of dealing with the yeast crop and its pressings. In the old days, the plug on the top deck was eased and the barm ale collected into carriage casks; the plug was then removed and the yeast run into cans or tubs and transferred to a slate back. The casks containing the barm ale were stillaged with open bung and the yeast was allowed to work out, the final bright beer being blended in at racking. It was considered by the old timers that this method gave its flavour to Yorkshire beer, and perhaps they were right; but it was a varying flavour, and as can be imagined led to plenty of trouble in the summer.
Assessment of the system.—Some 30 years ago a particular brewery had both open and Yorkshire squares; it was impossible to tell the difference between the beers brewed in them, and when the brewery was re-constructed it was decided to go in entirely for open fermenting vessels, with the exception of three aluminium rounds, which were put in with the idea of keeping a strain of Yorkshire-type yeast going. It is, in fact, considered that the yeast from these vessels is very good, and it is duly blended in with open-square yeast, but it is doubtful whether this is in the least necessary. The traditional Stone Square system is messy and wasteful and gives a somewhat higher racking loss. The vessels are more difficult to clean, to dip and to manage generally. The old Yorkshire brewer thought that beer brewed by the Stone Square system was far superior to that brewed in open vessels; while it is as well not to be dogmatic, particularly about brewing where opinions can differ so much, it may be suggested that this is a fallacy, provided that the open squares are fermented in the same way as the Yorkshire by rousing and aeration, carrying out the whole fermentation in the one vessel.
