MEETING HELD AT THE CALEDONIAN STATION HOTEL, EDINBURGH, ON TUESDAY, NOVEMBER 17th, 1908.
The following paper was read and discussed :—
Notes on Danish Methods of Brewing
By W. T. Urquhart.
I wish to bring before the notice of members of this Institute samples of Danish “duty free” beers from the Tuborg and Carlsberg breweries. These beers contain under 2 ½ per cent, alcohol by weight, the limit in Denmark under which beer may be made and sold free of duty.
The Danes are a great beer drinking people, hence the necessity of having a light beer. In order to meet this requirement the Danish brewers, as a result of the freedom of action allowed to them by their Government, were able to manufacture a light lager, Pilsener, and sweet beer, and with such success that within the last few years it has become a very important branch of the brewing industry.

You will see that during the last five years the sales have mounted up by 32,000 barrels, an average increase of over 6000 barrels per annum. This with a population of only 2 ½ millions. One cannot help thinking that with a population of 41 ½ millions in our country, were it not for Government restrictions, a useful and beneficial branch might be added to our brewing industry which would conduce more to real temperance than any of the repressive measures adopted by the present British Government. If we take the three samples of “duty free” beers which we have tasted to see how, under our system of charging duty, the amount payable would work out.
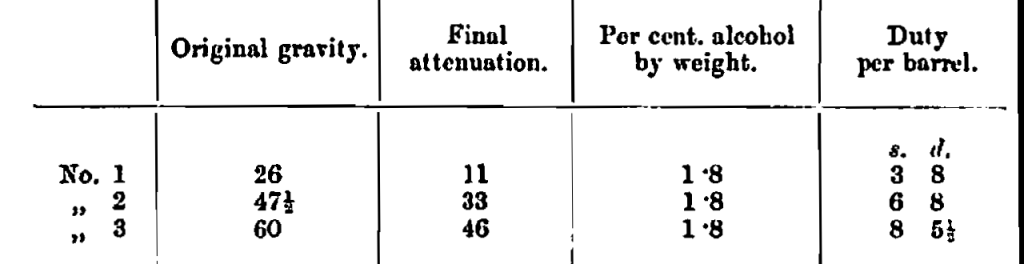
In each of the three beers the amount of alcohol is the same, so that the increase of duty chargeable on samples 2 and 3 is due to the increase in the dietetic or food value of these samples over the first. Take, for example, a pale ale at an original gravity of 48° with a final attenuation of 12o, this beer would contain 4·5 per cent, alcohol by weight and would be charged duty at rate of 6s. 9d. per barrel. If duty were charged on amount of alcohol in beers, then, at same rate as above typical pale ale is charged, the duty on the three samples of Danish beers would be 2s. 8½ d. per barrel.
The reason for charging duty on beer is because it contains alcohol; it therefore seems only rational that duty should be charged on the amount of alcohol contained in beers and not on amount of malt extract. Or, for example, if beers containing under 2 per cent, alcohol were exempted from duty or charged at rate of, say, 2s. 6d. or 3s. per barrel, duty would be paid on the alcohol in them at the same rate as at present charged. These beers could be sold only in bottle and bottled in the brewery with note on label stating that they contained under 2 per cent, alcohol and guaranteed pasteurised and incapable of further fermentation.
White Beer Brew (Hvidt Öl Brew)
Starting with an initial temperature of 133o F.; underlet with water at 178° F. until initial is 158° F.
Rest for 10 minutes; run the thin mash to mash boiler and boil for 30 minutes, returning to mash-tun, bringing initial up to 169o F.; rest 30 minutes; clear; sparge at 178° F.; wort boiled 1 ½ hours; cool to 59° F.; add 1/8 to ¼ lb. top yeast to each barrel wort; ferment for 10 hours; run to small casks, which hold about 4 gallons.
These casks are filled up several times a day to allow yeast to work out, and are ready for sending out in two or three days.

Hvidt Öl is a top-fermented sweet beer, and was in existence long before the introduction of lager beer. As it entered very largely into the diet of the people, and was even used for making soup, it has never been subject to beer duty.
The Continental mash-tun is not the vessel we have, but usually consists of a circular iron vessel with a simple paddle or mixer, a hot and cold water supply, and a fairly large mash outlet pipe.
It is here that the water and malt are mixed, in the proportion of 2 ½ to 3 barrels to the quarter, at temperature of 95° F. 29 per cent. of this mash is run into the mash-boiler, brought to the boil in 45 minutes and boiled for 45 minutes, and returned to the mash-tun, bringing contents up to 122°. 32 per cent. of mash is run to mash-boiler, brought to the boil in 40 minutes, boiled 45 minutes, and returned to mash-tun, bringing mash up to 145° F. 38 per cent, of the mash is run into the mash-boiler, brought to the boil in 40 minutes, boiled 30 minutes, and returned to mash-tun, bringing mash up to 167° F.
The mash is now run or pumped into the settling-tun (this corresponds to our mash-tun), and arrives there with a temperature of about 164° F. It now lies in the settling-tun for one hour before the wort runs to the copper, but during that time the taps are opened a little, and the wort as it runs off is pumped up and run on to the top of the mash. This process is known as “clearing.”
In this way all the small particles of malt are run on to the top of the mash, and this is continued until the wort is absolutely brilliant, when the taps are shut and the mash lies for the remainder of the hour. In my own brewery, at Dalkeith, I adapted that same idea to our hop-back. After all the wort is in, the pump is started slowly, and the wort from under the plates is pumped up and returned into the hop-back until it runs clear, when the return tap is shut and the wort goes on to the wort tank. I find that by this simple device nearly all the sediment which is to be found in the wort tank is done away with.
The above-mentioned mashing process will bo found to have occupied about 5 ½ hours, after which sparging is conducted in the ordinary way.
To the false bottom plates of the settling-tun special attention is devoted, since it is necessary to have as good and as large a filtering surface as possible, as the mash never floats, but rests on the bottom the whole time. The goods, when drained, will measure only 1 foot to 18 inches in depth in a settling-tun of, say, 20 feet diameter.

I might here mention the difference between lager and Pilsener beer. Lager is a fuller flavoured, sweeter beer, and Pilsener is what one would call a drier and more bitter beer. The word “lager” simply means stored.
After boiling, the wort is cooled to about 40o F., at which temperature it is run to the fermenting tuns.
About 1 lb. yeast is added for every barrel to be fermented, and yeast mixed thoroughly with the wort.
During the 10 to 14 days’ fermentation the wort remains undisturbed no rousing or mixing takes place.
The temperature rises from 40° F. to 46 ½° F. on the eighth day, and sinks again in two or three days to 42° F., at which temperature the beer is run to lager or storage cellar.

In the very large breweries the temperature of the fermenting cellar is regulated to suit the stage at which the fermentation is, but in small breweries attemperators are used in the fermenting tuns, and water which has been cooled to near freezing point is used in these.
One form of attemperator I was rather taken with: it was composed of a series of flat tubes all joined together so as to look like a large drawing board; it was explained to me that as both sides were absolutely smooth it was very easy to clean.
I had two attemperators made on the same principle for our fermenting tuns, that is to say, I had four flat tubes soldered together, and these were fixed round the fermenting tun near the top of the beer.
Unfortunately I found that the difference of the temperature between the beer and the water, 10—16°, was not sufficient to set up circulation of the beer, and I had to have the tubes separated and fixed at intervals round the tuns. With only three-quarters of the cooling surface I then got about double the cooling efficiency. I merely mention this as one of the things one ought not to copy.
On the second and third days after a lager fermenting tun has been filled the appearance of the head is not unlike a pale ale tun from 6 to 12 hours after collection, but after that the head settles down to a frothy scum, at which it remains to the close of the fermentation in about 10—12 days. When fermentation has ceased the tun stands for two days to allow all the yeast to settle to the bottom, after which the beer is fairly clear and ready to run to lager cask.
After the beer is run off to lager cask a layer of yeast 1—2 inches deep will be found at the bottom of the fermenting tun. This yeast is squeegeed into tubs until about half full.
Water is then added and well mixed with the yeast. The whole is allowed to settle for a short time, and the water and lighter yeast is run off the top. This is known as washing, and may be carried out two or three times shortly before the yeast is to be used again.
The fermenting tuns are made of fir pine or oak, and vary between 4 and 5 feet deep, and hold from 15 to 25 barrels each. They are made comparatively small, so that the temperature of the fermenting wort may be regulated by the air of the fermenting collar.
The inside of the fermenting tuns is varnished with three coats of spirit varnish, which is hardened by heat from a special lamp for the purpose. These tuns are, as a rule, taken out of the fermenting cellar once a year, thoroughly scrubbed with soda, then allowed to dry, and finally varnished and put back in their position again.
The fermenting tuns are washed with cold water, and, as the yeast and lager casks are also washed with cold water, it becomes at once evident that a very pure water must be used.
Sarcina, I might say, is a very prominent source of trouble to the lager brewer: it imparts quite a characteristic disagreeable flavour and odour, and seems to be practically confined to bottom-fermented beers.
Different varieties of yeasts give quite distinct qualities and flavours to beers both of the lager and pale ale types.
In one brewery in Denmark, a yeast of the Carlsberg and of the Dortmond type were being used.
The heads on fermenting tuns two and three days after commencement of fermentation were quite characteristic of each yeast, and there was no difficulty in deciding either by the appearance of the tun or by the aroma which was which. And again, after storage, the Dortmond yeast gave a fuller-flavoured, sweeter, and altogether more pleasant flavoured beer than the Carlsberg yeast.
At Dalkeith, some years ago, I used a particular type of yeast which had some of the characteristics of a bottom yeast.
The formentations were started at 56° F., were only allowed to rise to 62° F., and at close of fermentation were quickly cooled again to 56° F.
It was a very easy yeast to work with and gave a full, soft flavour to the beer, which was very agreeable, but unfortunately I had to give up using it as the beer had not quite the style of a Scotch pale ale.
I mention these yeasts as being practical examples of both top and bottom yeasts producing distinct results.
In connection with pure cultures, I might safely say that all brewers in Denmark use only pure cultures: it is the home of the pure-culture yeast; with Professor Hansen in their midst it h not to be wondered at. I myself had the pleasure of working under him for some time. The Danes also use pure-culture top-fermenting yeast successfully for special types of beer, but there is one thing to notice about these beers, that they lack all the sub-flavours which go to make a Scotch pale ale so palatable, undoubtedly pure yeast makes a plain flavoured beer.
You will have noticed that Mr. Clausen, when at New Carlsberg Brewery, isolated a torula from the sediment of a British export beer; he made a pure culture of this torula and introduced a quantity of it into some Now Carlsberg stout. It undoubtedly produced a vigorous secondary fermentation in the stout and, in addition to the normal flavour of New Carlsberg stout, gave to it one of the principal flavours of an export beer. This was undoubtedly a stop in the right direction, but the stout lacked the aromatic sub-flavours and acidity also characteristic of export beers.
The lager or storage casks may hold from 10 to 40 barrels each. When new, a quantity of pitch at temperature of about 470o F. is sprayed into them; the casks are then rolled about until the pitch has cooled and hardened. Pitch is prepared by boiling pure resin with a small quantity of raw lineeed oil for about two hours.
After the lager casks have been pitched and washed with warm water and soda to remove any disagreeable flavour from the pitch, they are piled up in the lager cellar empty, and are filled in position in the cellar with beer at the finish of the fermentation in the fermenting cellar.
The lager cellars are kept at freezing point, and the beer is stored in them from two to four months. A week or two before the beer is to be racked, the bungs are driven in tight and a back-pressure apparatus fixed into the bung, whereby the gas escapes at a pressure of from 2 to 6 lb., thereby ensuring the solution of more gas in the beer. The greater the pressure and the lower the temperature the more carbonic acid gas the beer will contain. It also follows that the larger the cask in which the beer is stored the more gas it will contain in solution, as the upper layers of beer exert a pressure on the lower layers and cause these to hold more carbonic acid gas in solution.
The same applies to pale ales in cask. If a retailer puts his air pressure on to a cask a few days before he wishes to use it, the gas which is made during these few days is retained in solution and the beer is in better condition than it would otherwise have been. After the beer has been stored the necessary time in the lager cellar, it is forced through cellulose filters by putting air pressure on the lager cask or by pumping, or by a combination of both; the air pressure put on the lager cask prevents the loss of gas with the diminished depth of the beer and the movement of the beer. The first one or two barrels of beer which come through the filter are set aside and mixed again with the remainder of the bulk before it goes through the filter, as the first runnings will have taken up the water which remains in the cellulose and a few particles of cellulose will have come through along with the first beer; to ensure uniformity this must be mixed through the whole bulk.
The beer then runs from the filters to the small trade casks which are usually filled with a slight back pressure, or to the bottling machine, which is of the ordinary syphon type, reliance being placed on the low temperature of the beer and the quiet manner in which the bottles are filled to prevent any undue loss of gas. The small trade casks are pitched three or four times a year by means of a machine which drives the melted pitch into the cask, melting the old pitch, and leaving a thin layer of new pitch inside. These casks are then, to all intents and purposes, like large bottles. As all the beer is sent out racked the retailer gets a fresh supply every day, or second day, and the brewer gets his casks back almost immediately, which of course is a great advantage. To cleanse them, a simple rinse with hot and then with cold water is all that is necessary.
We now come to the bottling process. Great care is exercised in the arrangement of the bottling store so that the bottles travel in a continuous line from tho time they come in until they are ready to be sent out. At Carlsberg and at Tuborg bottling establishments this process is carried out in a straight line across the hall in so many series of bottling plants, and I believe that in each of these establishments they fill over 1,000,000 bottles per day. . The bottles are first examined, and then placed in a steeping wheel or tank with water at 120° F. They are then taken out two at a time and fed, as quickly as a woman can work, into a Tersling washing machine, where the two bottles are drawn in, scrubbed inside and out, and placed into rinsers, neck down, and thoroughly rinsed with fresh cold water. A woman then takes two bottles at a time from the rinsers, holds them to a bright light to see that they are thoroughly clean, she then places them on a conveyor, neck down, and along this the bottles travel slowly to the filling and corking or stoppering machine*; from there they are placed in the baskets of the pasteurising machine. After pasteurisation they are labelled and placed in the cases ready to be sent out. *(not necessary to have dry bottles.)
All the various machines are so adjusted in capacity of output to keep everyone reasonably busy, and they also allow of no shirking, as each person must do their part to keep the whole series in motion.
We might look at the reasons for pasteurising. Beer may appear absolutely brilliant to the eye, and still contain a considerable number of yeast cells, since no beer filter has yet been placed on the market which will filter all the yeast cells during filtration. All beer, furthermore, contains some fermentable extract, so that these few yeast cells will ferment this extract, thus increasing and multiplying until they are of a number sufficient to become visible, and thereby cause either a haze or turbidity in the beer.
As yeast can be destroyed by heating, it follows that if the brilliant beer is heated, the few yeast cells it contains are destroyed and further growth and consequent turbidity is thereby prevented.
Beer also contains proteids which slowly become insoluble in the beer, thus producing in time either a haze or a sediment. Pasteurising the beer does not prevent the formation of albuminoid turbidity; on the contrary, it makes the beer more susceptible to its formation, since heat tends to coagulate albumen. There is also no doubt that pasteurising alters the flavour of a beer, in so far that it seems to remove the fine flavours and substitute rougher and coarser ones in their place.
The method of procedure in pasteurising is to gradually warm the beer in, say, 45 minutes to temperature of about 125° F. for lager, or 134° F. for Pilsener.
To keep the beer at this temperature for 30—60 minutes, and then to gradually cool it in, say, other 45 minutes. In pasteurising it is always advisable to keep the maximum temperature low, and rather to keep the beer for a longer time at that temperature. I tested the pressure inside a bottle taken from the pasteuriser at maximum temperature; it showed 20 lb. to the square inch, but after shaking the beer the gauge registered 40 lb. This shows that whatever pasteurising apparatus is to be adopted, it is advisable to have one in which the bottles are not disturbed during the process, otherwise there will be increased loss from burst bottles and escape of gas from defective stoppers.
With the pasteurisers in use in Denmark one can get a guarantee that they will not use more than 90 lb. steam to every 1000 bottles, with maximum temperature maintained for 1 hour, and not to use more than two times as much water as beer pasteurised. As a matter of fact, in use these machines are well within the guarantee, and as far as I remember could be worked with exactly half the quantity of water and steam.
In order to prevent the steam from the pasteurisers hanging about and keeping everything damp, warmed air is blown into the hall over the pasteurisers; this takes up the moisture, and it is carried to the roof and escapes through ventilators.
In connection with the wort refrigerator at Carlsberg, warm filtered air is blown into the room which contains the vertical wort refrigerator; this air aerates the wort, and at the same time carries away all the steam.
An instance of the manner in which record is kept of what is going on in the bottling establishment will show you what is done in Copenhagen. With No. 1 and No. 2 series of washing, filling, and pasteurizing machines:—
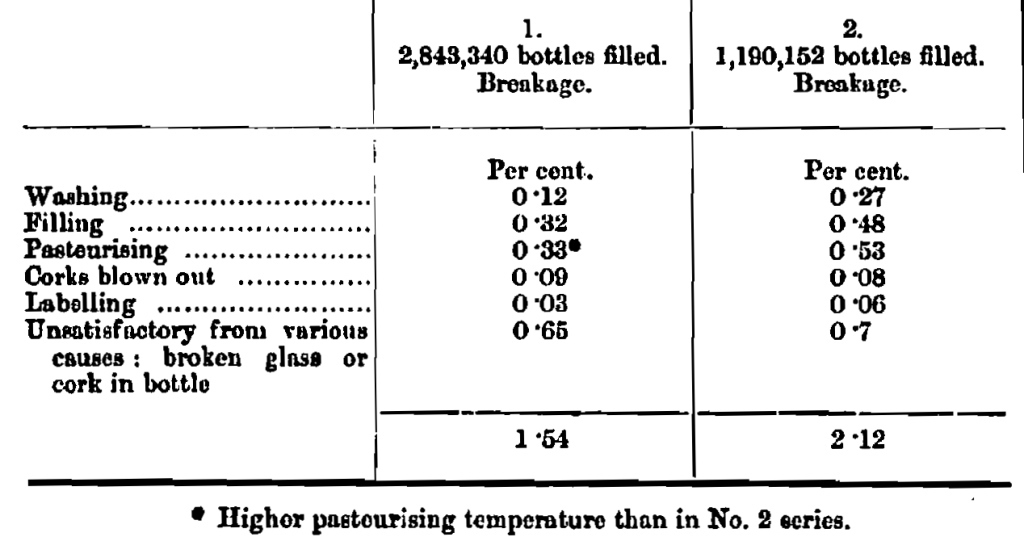
A lager beer is said to keep when it remains brilliant in bottle, even after the bottle has been turned upside down and shaken. The word keep ia applied to the capability of a beer remaining brilliant. Lager beer which has not been pasteurised should keep, i.e. remain brilliant, about three weeks if stored in a cool room. A sound, well-brewed lager, after pasteurising, should keep for three months or more.
In a lager beer brewery turning out, say, 10,000 barrels per annum, a 20 horse-power engine would be in use from 12 to 18 hours per day in summer, for the purpose of refrigeration. It therefore ranks as a considerable item in the cost of production, and the brewer naturally turns his attention to the utilisation of the waste steam.
In some of the breweries this steam passes through the hot liquor tanks in coils with a free outlet to the open air, but in other breweries a back pressure valve regulated to blow at 5—6 lb. is placed on the steam outlet, and the waste steam, in addition to heating the liquor, is used to boil the mash and the wort and to pasteurise the finished beer.
In one brewery where I was, an arrangement was made whereby either waste steam or live steam could be used in the mash and wort boiler and it was a curious fact that when waste steam at a pressure of 5 lb. was used the mash and the wort came to the boil quicker and had a stronger boil than when live steam at a pressure of 15 lb. was used.
There are objections raised to the use of a back pressure on a steam engine, but when one thinks of it this way, that with an exhaust to the air there is a back pressure of 15 lb. due to the atmospheric pressure, and the placing of a back pressure of 5 lb. simply means increasing the back pressure from 15 to 20 lb., one cannot find that there is any real objection.
I would like to close my paper with a word or two on refrigeration, i.e., the production of ice or its equivalent in cooling and on insulation.
Refrigeration is the process of abstracting heat from, or cooling, a substance. Where water or air is at hand at a lower temperature than it is desired to obtain in the body to be cooled, such water or air can be used to do this cooling directly without a machine.
Wort Cooling
Ice can be used directly if temperatures of 32° and above are desired, and a mixture of salt and ice or other freezing mixtures can be used to obtain lower temperatures than 32° and without a machine. For example, 1 1b. of salt and 1 lb. of pounded ice or snow will give a temperature of from 32° to zero. But since freezing mixtures and even ice are far too expensive to be used for practical purposes, it is safe to say that where water or air cannot be used directly a machine must be employed.
Practical temperatures which can be obtained by using ice for air cooling are 40—45° and the air in the rooms cooled by it is very moist. We will pass over all the different types of machines which are not practicable to what is successfully used every day in practice.
The ammonia compression machines hold the market for the following reasons. Ammonia can be condensed and expanded at reasonable pressure about 150 lb., whereas with carbon dioxide (CO2 machine) the condensing pressure is 1065 lb. A leakage will be known soon by the strong smell. It is not injurious to health if not inhaled in excessive quantities. It has the highest latent heat in comparison to its specific heat, which is a quality always to be desired. The principle of the compression machine is based on the ability of certain gases to become liquid by cooling with water or air of a temperature at our disposal when compressed to pressures practically obtainable and, on the other hand, their ability to evaporate at temperatures required in the coils.
To give a rough-description of the machine and how the work of cooling is done, we take the compressor first. It is an air pump which compresses the ammonia gas. As all gases when compressed develop heat, the ammonia gas becomes heated. This heated gas is then passed through coils over which water flows and abstracts the heat, and at the pressure used the gas becomes liquid. The liquid ammonia is then allowed to evaporate by removing part of the pressure, thereby producing intense cold in the expansion pipes. The gas then returns to the compressor to go through the cycle again.
There are two means of cooling the air in the cellars: 1. By allowing the ammonia-gas to expand in pipes fixed in the rooms to be cooled. This is called the direct expansion method, and is the more economical. 2. By allowing the ammonia-gas to expand in pipes submerged in brine (salt solution or calcium chloride solution), thereby cooling the brine, and then to circulate the brine in the rooms to be cooled. If a cellar is to be cooled by artificial means, steps must be taken to ensure that it is not soon warmed up again by the surrounding air, and for this purpose insulation is used. By insulation is understood the placing of substances of poor heat-conducting properties upon cold surfaces to prevent them becoming warmer. The best insulation material is confined air, while air in motion is a poor insulator. It is on this account that glass-wool is a good insulator, while solid glass is a poor one. In the former, the glass is so divided that it contains countless small spaces filled with still air. The materials that will insulate hot surfaces will usually also answer for cold surfaces, except those that are affected by moisture. The guarding against the precipitation of moisture is one of the main features to be taken into consideration when installing an insulating covering for cold surfaces. If, for example, a wall is not properly insulated, it is soon cooled right through to the outer surface. The moisture in the air condenses on the walls and runs down the outside, soon soaking the wall through and through, and making the insulation even worse than it was, and increasing the expense of keeping the room cooled.
At Carlsberg, the following has proved very successful for the walls: —On the inside surface of the ordinary brick wall, two layers of cork stone plates of a total thickness of 4 ¾ inches are fixed to the wall, with thin layers of asphalte between the wall and the cork; and between each layer of cork, on the inside of the cork, hollow bricks are fixed, and the whole cemented so as to present an even smooth surface suitable for painting. A good deep layer of dry ashes makes an excellent insulation for the roof, and is not expensive. For floors of a lager cellar, for example, provided there is no surface water lodging underneath. A foundation of plenty of good rough stones, joined near the top by lime or cement. Then a layer of cement, and finally asphalte. For a hop store insulation, where everything is dry, a wood lining covered with tar paper, then an interval of, say, 9 inches filled with mineral wool; then a layer of wood, a layer of tar paper, and finally an inside lining of wood on all six sides of the hop room provides excellent insulation.
After replying to several questions, a vote of thanks was unanimously accorded to the lecturer.
