by Mike Retzlaff
There are all sorts of things going on before, during, and after the brew-day which are significant enough to attract our attention as brewers. The better informed we are, the better we can adjust the conditions needed to complete the necessary procedures of “brewing.” Many of the qualities of our finished beer are determined during the mash.
We’ve all heard of or used various rest temps in mashing but what do they really do? What is the purpose of all these little stops along the way? I guess the short answer is that as brewers, we have an army to help us in the task before us but it’s our responsibility to provide an environment which allows them to fight the good fight. Our army consists of enzymes.
Many enzymes exist in raw grain. When grain is malted, other enzymes are formed. When the malt is kilned, that kernel of grain is no longer a seed but a storage container. Enzymes have extremely interesting properties that make them little chemical-reactors. At the most basic level, a cell is really a little bag full of chemical reactions that are made possible by enzymes.
Enzymes are made from amino acids and they are proteins. When an enzyme is formed, it is made by stringing together between 100 and 1,000 amino acids in a very specific order. This chain of amino acids then folds and wraps into a unique configuration. That shape allows the enzyme to carry out specific chemical reactions. We’ve all seen graphic depictions of how antibodies couple with a virus in the blood stream to defend us from viral attack; enzymes work in a very similar way. An enzyme acts as a very efficient catalyst for a specific chemical reaction. For example:
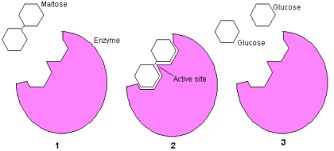
Maltose is made of two glucose molecules bonded together (1). The maltase enzyme is a protein that is perfectly shaped to accept a maltose molecule and break the bond (2). The two glucose molecules are released (3). A single maltase enzyme can break in excess of 1,000 maltose bonds per second! It is like a tiny Tasmanian Devil whirling around in the mash. The only thing that maltase can do is break maltose molecules apart, but it can do that very rapidly and efficiently.
There are many different enzymes at work when we brew beer. Each works best at certain temperatures and pH levels. Many share the preferences of other enzymes as in the case of phytase and beta-glucanase or peptidase and protease. When the mash temp and pH levels are right, they all go merrily about their business. Some break down cell walls which allow the contents to be hydrolyzed so other enzymes can do their job. Some break down proteins; some break down starches into various sugars.
Dough-In
This is an old traditional mash step but the term is normally misused today. With under-modified malts and decoction mashing, it really was a big deal. The original dough-in was just that – a small amount of water was added to the grist and it was kneaded like bread dough. Many references call for using ambient temperature water but other references state “warm” water. The dough-in phase could last for hours and allowed the grist to hydrate long before the alpha and beta amylases got to work. Today, the mash-in is done at almost any starting temperature and allows the grist to hydrate with or without amylase activity.
Acid Rest
In the days before high tech gadgetry like the thermometer and hydrometer, brewers would mash-in or raise the dough-in temp by infusion to “blood temperature” of about 99o. All they knew was that it worked. Science has determined that phytic acid is produced from phytin in the malt by the enzyme phytase. Phytin is a calcium/magnesium phosphate. Generally, the paler the malt, the more phytin it contains. This weak acid brings the pH of the mash down to reasonable levels so the other enzymes can do their jobs efficiently. This rest is also used in German wheat beer production to develop ferulic acid which is a precursor to 4-vinyl guaiacol; the clove-like phenol we expect in such a beer. Modern fully modified malts may have reduced or eliminated the need for an acid rest in most beers; at least for the sake of producing acid. In 2000, Spaten in Munich went to a single infusion mash in their Franziskaner wheat beer without any perceivable change in the finished beer – go figure! However, even if you don’t have the need to produce these acids in your mash, this rest does other things. Peptides are the supporting structure for beta-glucans which are the “glue” in cell walls. This “glue” binds the cellulose which forms those walls. As the peptides are broken down, so go the beta-glucans. Two enzymes work together to dissolve these walls and allow the cell contents to hydrolyze. Beta-glucanase and cytase are the enzymes responsible for this and both work best at a temperature of 98o to 113o. (all temps cited are optimal – not absolute!)

Sectioned starch kernel under an electron microscope–note the heavy “skins”
Protein Rest
There is considerable argument among brewers over the value of the so-called protein rest. Modern malting breaks down most of the high molecular weight proteins contained in grain. Proteins are usually composed of as many as 20 different amino acids. The amino acids link together in a small chain to form a peptide. Proteins are molecules made of a complex arrangement of peptides. Enzymes are also proteins, but far more complex.
To say that the protein rest has no value is ludicrous. It may have less value than it had with under-modified malts, but if nothing else, peptidase breaks down some simple and complex proteins into peptides and eventually into free amino nitrogen (FAN) which yeast needs to do its job later in the brewing process. Protease works to break up the larger proteins. This break up of high molecular weight proteins enhances head retention and reduces haze. In fully modified malts, both peptidase and protease enzymes have done most of their work during the malting process. In the mash, both work between 113o and 131o to finish the job.
In worts made from English Pale malt, in particular, the value of the protein rest is minimal. In worts containing large percentages of under-modified malts or of higher protein grains such as wheat and rye, the protein rest is a valuable step in mashing. How long should the protein rest take? None of us has the lab equipment needed to determine that exactly but there are tell-tale signs which indicate the parameters. After lautering a wheat beer mash utilizing a 15 minute protein rest as part of the total mash regimen, I started heating the wort for the boil. Before the boil started, I got the characteristic foam in the kettle. I found tufts or little pillows of foam sticking through the normal foam. These tufts would not break apart and stir into the wort. I believe that they must have been composed of mainly high molecular weight proteins. A subsequent batch of the same recipe was mashed with a 25 minute protein rest and the little tufts did not develop. A rest of shorter duration might do the job but at least the rest timing is bracketed, for that particular grain bill.
The enzyme Peptase degrades albuminoids which are globular proteins and normally fibrous and insoluble. It changes them into soluble proteids, albumoses, peptones and amides. Proteids are generally removed as hot break in the boil. Proteids in the finished beer are responsible for chill haze and shorter shelf life. Albumoses, peptones, and amides provide nourishment for the yeast, body for the finished beer, and foam stability. Peptase is aided by the presence of a small amount of acid (developed during the same rest) and is most active at a temperature of 100° to 130°. It too, works well with either acid or protein rest temps.
Maltose Rest
Beta amylase works on the ends of the starch molecules nipping off one maltose molecule at a time. It was long supposed that maltose was a directly fermentable sugar; it isn’t. Maltase breaks the molecular bond of maltose and splits it into two molecules of glucose as shown in a previous illustration. Both work well in the range of 131o to 152o.
Saccharification Rest
Alpha amylase is the brewers’ champion in mashing. It breaks down long-chain carbohydrates at random locations along the starch molecule. It yields maltotriose and maltose from amylose, or maltose, glucose and limit dextrin from amylopectin. Optimal temps are 154o to 162o.
Alpha and beta amylases along with maltase work well together at a compromise temp of around 149o to 154o. If they didn’t, single infusion mashing simply wouldn’t work. George Fix was a proponent of an additional rest at 160o for 10 minutes. This helps develop glyco-proteins which are polymers of dextrins and middle to high molecular weight proteins. They promote foam stability.
Mash Out
The purpose of the mash-out is often cited as “stopping all enzymic action”, “denaturing the enzymes” or “killing the enzymes.” A mash-out temp of at least 168o makes the enzymes lose their complex structure. It is similar to resting bread dough to make the gluten lay out and lose its toughness. Once heated to this temp, the enzymes are “denatured” and will no longer perform their little miracles. Many home-brewers don’t mash-out because they don’t have the facility to do the heating without either scorching the mash or melting their plastic mash tun. Of course, omitting the mash-out is not a deal breaker as many fine beers are made every day without it. If a proper mash regimen is completed, there is little else for the enzymes to do anyway. The one thing missing here is that by not heating the mash, the viscosity isn’t thinned enough to make your lauter more efficient at retrieving the sugars from the mashed grist. An easy option would be to do an infusion of near boiling water to raise the mash temp just before the vorlauf and lauter. A portion of your sparge water could be heated for this infusion.
As home-brewers, we don’t need to know all the ins and outs of chemistry, physics, and microbiology. That would certainly take some of the magic, mystery, and fun out of brewing. However, we do need to understand the concepts of the processes which are going on during our every brew-day if we really want to improve as brewers. Obviously, we don’t need to utilize every possible mash rest to make good beer. You, the brewer, can use this knowledge as a pick list in designing your recipe to produce a wort suitable for the style of beer you want to make. Remember, the recipe isn’t just ingredients; it includes the processes too! Hopefully, the explanation of enzyme activity I’ve outlined in this article will get you thinking about what’s happening in that mash tun and how it affects virtually everything else in your finished batch of beer.
