MEETING OF THE MIDLAND COUNTIES SECTION, HELD AT THE QUEEN’S
HOTEL, BIRMINGHAM, ON THURSDAY, NOVEMBER 13th, 1924.
Mr. Walter Scott in the chair.
The following paper was read and discussed:—
MODES OF MASHING.
by C. G. Matthews, F.I.C.
The chief purpose of this communication is to show that the brewer has more control over the mashing process to shape it to his own requirements than is commonly supposed; or, in other words, that the procedure can be varied within somewhat wide limits.
In mashing the following changes are concerned:—
(1) The solution of ready-formed sugars, soluble nitrogenous, organic and mineral matters.
(2) The gelatinisation and transformation of starch by the enzyme called diastase.
(3) The action of the proteolytic enzymes converting insoluble or difficultly soluble proteins into soluble matter of simpler composition.
Of these the first is beyond the control of the brewer, but the second and third are susceptible of much expansion in the light of present-day knowledge. In the transformation of starch and proteins by enzymic actions in the mash tun, there are optima of temperature which should not be lost sight of. A rather wide range of temperature may embrace those points which a brewer deems desirable; but the optimum temperature of anything resembling peptase is within more defined limits. For instance, a temperature of 100° F. is favourable for the action of peptase, but temperatures so low, although by no means unfavourable to the action of diastase on gelatinised starch, would not secure a maltose : dextrin ratio suitable to the brewer’s requirement.
Enzymic action is closely interwoven with hydrogen ion concentration, so much so that
investigators have been endeavouring to set optima for amylolytic and proteolytic action. Sherman, Thomas and Baldwin (Journal Amer. Chem. Soc, 1919, 41, 231) accord to malt amylase an optimum pH of 4•4 to 4•5; but other workers give less acid optima, viz.: Adler, pH 4•9, Euler and Stanberg 5•0. Personally I favour the value pH5 for the liquefying phase of diastatic activity; Windisch and others give pH 5•03 which, if we accept pH 4•9 to 5•0 for saccharification, brings the concentration for the two activities into line. We are left then with what may be termed the chemistry of the transformation, and the influence exerted favourably or otherwise by the activating or retarding saline matters which happen to be present during mashing.
The hydrogen ion concentration suited for proteolytic action is pH 4•4 to 4•5 at 110° F. If this is correct, it is the same as the figure quoted by Sherman, Thomas and Baldwin (loc. cit.) for the optimum of malt amylase. If the other investigators quoted are correct, then the proteolytic enzymes require a somewhat more acid medium for the maximum effect than the amylolytic. The inference is that a mash ought to be at a temperature between 110° F. and a pH of 4•5 for proteolytic action, and at whatever is considered desirable in temperature between 110° F. and 150° F. for the amylolytic action, the pH being about 5. These conditions are not quite compatible, for a malt mash is less acid at the start and, more acid at the close, whether measured by hydrogen ion concentration or by titration. Moreover, 110° F. is not a temperature to finish the mash at. It should also be remembered that the gelatinisation and transformation of the starch are the early and preponderating changes and that proteolysis follows provided that towards the close of the mashing period the temperature is not actually inhibitive.
This constitutes what I think may justly be called the newer view of the mashing operation, and we might bear this in mind when we are discussing the various modes of mashing. I do not say that the older idea of the maltose : dextrin ratio disappears, but this ratio is more easily controlled than the equally important proteolytic change; a more complicated situation has arisen, but not by any means an insoluble one.
The principal variations of the mashing process are:—
(1) The Foreign Decoction Mash—as for Lager Beer.
(2) The Limited Decoction method.
(3) The Infusion Mash.
a) “Straight through” mashing.
b) Underletting or piecing up.
c) “Part mash” or “step mash.”
I have excluded from consideration the use of a converter. It is evident that were foreign decoction methods to come into use, such a vessel might be made to play the part of the foreign Mash Kettle for the boiling of thickmash.
The Decoction Mash need not be discussed in detail, as it has been admirably described by F. Maynard (Diary for the Brewing Room, A. Boake, Roberts & Co., 1893). It requires three vessels where most brewers use one. The mash is started at a low temperature, even as low as 70° F., and by removing and heating successive portions of the mash the whole is gradually brought up to perhaps as high a temperature as 167° F., and after a suitable “stand on” in the clear wort mash tun, the worts are collected in much the same way as in English breweries. The method is practiced to some extent in Belgium and also in France.
In view of what is known concerning favourable temperatures and hydrogen ion concentration for enzymic reactions, the advantages of such a method are obvious, but it renders soluble an amount of rather crude matter that our infusion method would leave in. This may be the reason for the slow digestive kind of fermentation which must be employed to eliminate or modify this matter, and in this connection it may be recalled that Lager Beers can be, and often are, of marked instability when the temperature approaches our normal. Sarcina and other troubles are very prevalent, particularly in the lightly-hopped Lager Beers.
A. H. Mure {Trans. Lab. Club, 1887, 1, 7) described a method of mashing medium quality and inferior malts which afforded good results:— About equal quantities of good and medium quality malt were ground into separate bins. The lower quality material was mashed with 1½ brls. per qtr. at an initial of 140° to 142 °F. As soon as mixed the goods were blown up with an equal quantity of boiling liquor, making a total of 3 brls. per qtr. Naked steam was next blown through several apertures under the plates (which should be fastened down). With rakes going—and rakes are essential to the operation—the mash is raised to 192°—195° F.; then underlet with cool liquor, and cooled down to such a temperature that the remainder of the grist mixed in dry (rakes going as before) gives a suitable temperature for a “stand on” (a .lowering of 5—7 degrees from 192°—195° suffices). If the heat is to be raised, steam is turned on and the rakes set going. This second mashing takes about ½ hour.
The Infusion Mash is the familiar British process. There is, however, a variant of placing the liquor into the mash tun and then running in the malt with the rakes going. This, to my mind, is contrary to modern theory, and finds few exponents in practise. The enzymic activities of the malt are injured by the high temperature and a high pH and a falling gradient of temperature instead of a rising one. The system no doubt worked well with good malts in the days of Stock Ale brewing, when dextrinous worts and slowly-conditioning beers were required, but it is useless now with lower gravity beers and the requirements of a quick trade.
There may be one or two underlets. Mashing at the rate of 1½ brl. per qtr. and piecing up with ½ brl. per qtr. twice at temperatures which will give an ascending scale can be performed with or without rakes, and better without, so as to avoid losing buoyancy of the goods by over-raking. This method is suited for the production of Stout and Porter, which will stand relatively low temperatures as an initial.
The Step or Part Mash.—I believe that the late Lawrence Briant was the originator of this procedure. I have known it tried successfully with black beers. The process consists essentially of mashing one and the same grist in two or three portions. The first to give an initial, e.g., of 140° F., the second a mash heat 5° higher and the third another 5° higher, the resulting temperature in the tun being 150° F. A period of half an hour elapses between each step, or it may be done in two steps. The stand lasts for another hour and the worts are collected in the usual manner. This can be done conveniently with an outside masher, and rakes are not necessary, but not undesirable. Without rakes the momentum of one part of the mash falling into the other gives very fair admixture, and convection does the rest.
If it was thought desirable to start a mash, e.g., at 100° to 110° F., the methods outlined would, with the necessary appliances, permit a suitable rising scale of temperature spread over 2 or 2½ hours, or supposing a digestion temperature of 120° F., commonly used in Germany, were the starting point, the temperature could be raised to any required degree. Courage is required on the part of a brewer to experiment on such lines, but it is worth the trial. There is undoubtedly a certain elasticity in mashing which provides a means of overcoming defects in the material, and even doing better with really good malt. It is admittedly safer, however, to feel one’s way in one’s own brewery.
A communication of mine has appeared, entitled “An Experience with an Apparently High-class Foreign Barley” (this Journ., 1924, 30, 512), which dealt with the unlooked-for difficulties the maltster encountered with this fine looking but hard two-rowed barley, and how the maltster had modified his technique, resulting in the production of a tender malt with a good extract. The malt gave hazy worts, and my second communication (ibid., 1924, 30, 616) showed that the haziness was associated in some way with the fat of the malt. By modifying the mashing process it was found possible to secure a bright wort. In the Brewing Trade Review (1924, 38, 335) a reference was made to my communication, and the writer pointed out that if a water containing lime or magnesia salts had been used (distilled water was employed in my experiments) presumably the fat would have formed an insoluble soap with them, and no haze would have been formed.
This suggestion was the basis of an experiment with some more of the malt of the earlier malting, using three different waters (otherwise Committee method), and the results are tabulated with remarks on the character of the wort, obtained. It will be seen that the writer (loc. cit.) was partially correct in his anticipation of what would happen :—
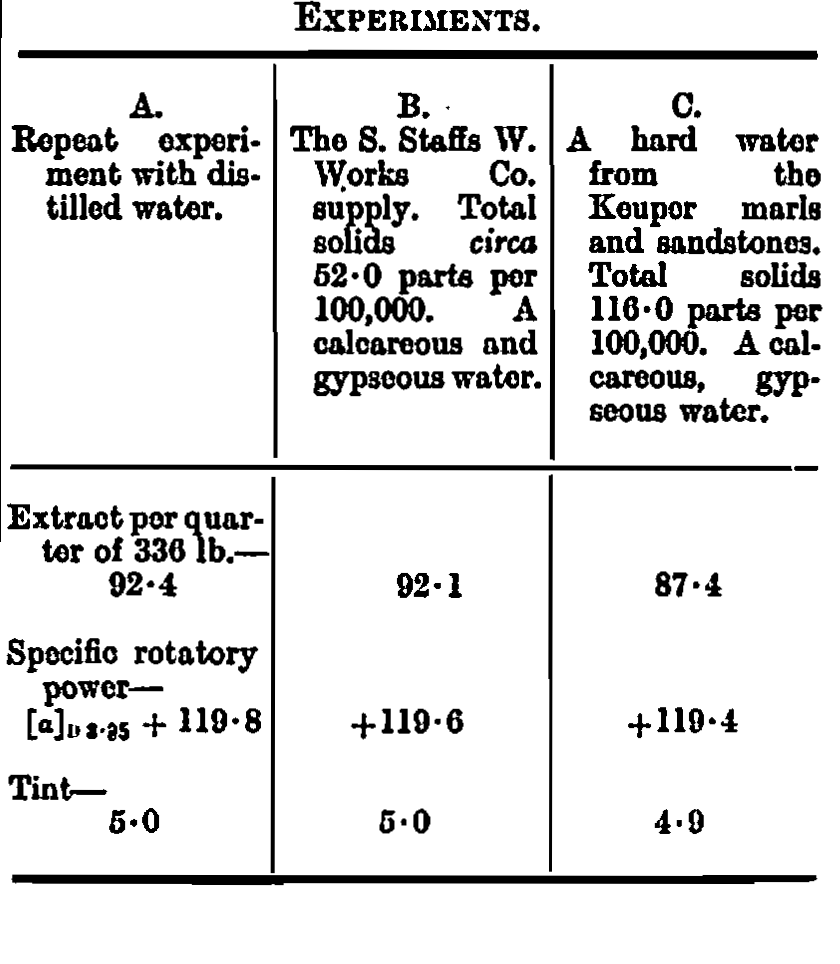
A gave a hazy wort as before.
B gave a wort that was hazy, but less so than A.
C a distinctly brighter wort, but still not bright.
In each case some of the first runnings were returned to the filter.
Knowing what I did of the fatty matter, I concluded that a portion of it was saponifiable, and it may be that this part of it resembled oleic acid and that the fat, which seemed to be related to stearin, was cither non-saponifiable, or required some other favouring condition, such as lipase, for instance, whose presence in malt is suspected but not as yet proved.
As regards the brewing process of the present time, there is not the risk there was formerly of removing too much nitrogenous matter from the malt, with resulting unsound beers. In the old Stock Ale days such things did happen, and it may be that it was partly due to the surfeited state of the yeast, which was continually growing in high-gravity worts relatively rich in nitrogen. These are days of lower average gravities, and it is probable that the yeast does not leave much, if any, assimilable matter behind. It was quite a common experience years ago for yeast to fall off in vigour in a few fermentations, and it is difficult to see what else it could have been but surfeit. But it is just as important to-day not to get undegraded nitrogenous substances into the worts. Yeast cannot touch these in a fast fermentation, and they are a ready food for bacteria. I am convinced that this is the case, and that comparatively small quantities of certain substances — not as yet completely known and identified—may have a marked effect on stability.
Discussion.
Mr. W. R. Wilson expressed his surprise at the author’s statement that the system of dropping the grist into the water in the mash tun had been discontinued in Burton. He agreed about the danger of rakes, and in his brewery they had got rid of them. It was true he used small mash tuns (20 qtr.); in the case of 100 qtr. mash tuns probably rakes would be necessary. He was of opinion that their use reduced the extract. He understood that at Burton they were afraid of removing undesirable matters from the malt if the last runnings were taken down too low. Some breweries used raw wort for mashing, and he would like to ask the author if he thought anything undesirable would result from that process.
Mr. Matthews said, although he knew of nothing that was serious against the practice, he thought it of rather doubtful utility.
Mr. Wilson said it was commonly done in London, and he had never heard of any harm coming from it. Many people seem to feel that there is something dangerous in the last runnings.
Mr. R. L. Siau said his experience was entirely opposed to the figures given by Mr. Matthews. Assuming that distilled water gave an extract of 92•4, town water uncorrected would give something of the order of 92•8 or 9, and a third water containing 160 parts per 100,000 of solids yielded a further pound or a trifle more. Allowance must, “of course, be made for the specific gravity of the liquor and the dilution. Reference might be made to a paper published by him (this Journ., 1912, 18, 19) and to one by Baker and Hulton (ibid., 1910, 16, 352).
Mr. T. Crawford said he attached importance to regularity in mashing, and thought the specific rotary power of the tap worts was a useful guide, but he agreed that mistakes were sometimes accidentally made without affecting the result as much as might be expected. No doubt the process of fermentation was able to counteract some of the irregularity. He had noticed that, in using different waters for bitter and mild brews, the mild brews always gave the better extracts. The two waters contained about the same quantity of total solids, but that for the bitter was mostly gypsum, whilst in that for the mild chlorides largely predominated.
Mr. Wm. C. Short, in referring to the haziness of worts, said it might be accounted for by other cases than mashing; for example, by the method of cooling. He considered that waters of a high gypseous character were not so extractive as soft waters. That might account to a certain extent for the difference in the extracts, providing the necessary corrections were made.
Mr. F. G. Burdass mentioned that, as a consequence of the accidental breaking of rakes, they got a better extract, and said his impression was that a good deal of the liquor must run down the sides of rakes and so escape without going through the mash. At a brewery where there was very little margin of liquor, owing to a series of breakdowns in the electric motor, he ran out of liquor and had to heat up some more to complete the mashing. That necessitated some delay, but to his surprise the beer was quite satisfactory.
Mr. G. W. Hyde asked how malt extract should be added.
Mr. Matthews, in reply to the point raised about haziness, said he was speaking about sweet worts. The brewer must be in a pretty bad case who could not get sweet worts running bright. He was not enthusiastic about the addition of malt extract to the mash for the reason that, if the malts were sufficiently good and the mash was carried out in a reasonable way, ample enzymic activity would be available.
Referring to Mr. Siau’s remarks he (Mr. Matthews) admitted the results were somewhat anomalous, but they had not been put forward to support any point about amount of extract.
A vote of thanks was accorded to the author for his paper.
