Journal of the Institute of Brewing – 1928
COMMUNICATION
SMALL SCALE BREWING IN THE LABORATORY
by F. E. Day, B.Sc, F.I.C.
The need for a laboratory brewing method which will give reliable comparative results has been widely felt in connection with the Institute Research Scheme. Apart from the question of bulk, which renders impossible in certain directions strict comparison between experimental brews, even when carried out on a much larger scale than that considered here, and technical operations, the main difficulty has been to control fermentation temperatures. This difficulty has been overcome in the method suggested by the use of vacuum flasks for fermenting vessels. With due reservation in regard to differences obtained in small and large brewings, the following laboratory method is suggested as a means by which many of the comparisons of materials, etc., required in the course of various researches can readily be made with a considerable degree of reliability.
Laboratory fermentations, as usually carried out, differ in two chief points from those made in the brewery. The yeast does not rise and the beer has an abnormal flavour. It was felt that if these two difficulties could be overcome, and conditions of time and temperature similar to those obtaining in the brewery were employed, a process might be devised which would serve for the investigation of many problems.
Previous experience had led to the conclusions that:
(1) The liquid must not be filtered through paper at any stage, not only on account of tainting, which occurs even from the best filters, but also because it removes bodies which affect the flavour and palate of the beer itself. It is probable that the rising of the yeast is also hindered.
(2) Deep open vessels encourage rising of the yeast.
(3) The temperature during fermentation should rise slowly from about 59° F. to 69° F., and, at the end, fall to the original figure without sudden cooling.
On this basis, the following procedure was developed.
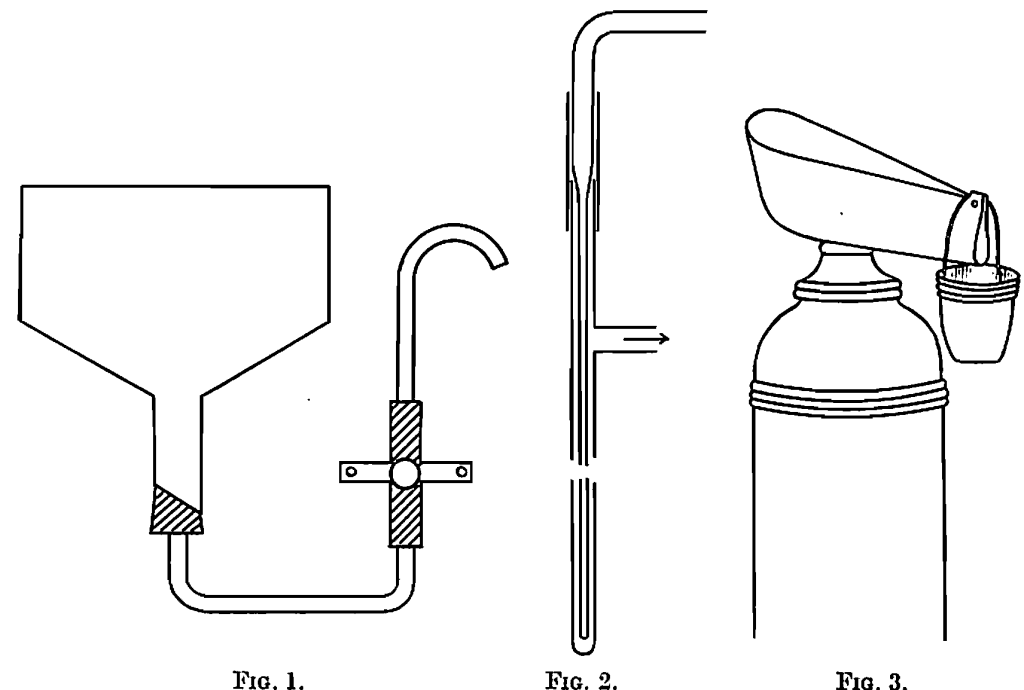
The malt is ground in a Seek mill at the coarsest setting, 50° on the scale. The ordinary laboratory grist, about 25°, is much finer than the usual brewery grist. Liquor of suitable composition is employed, and due regard paid to temperatures. Mashing is performed in a glass beaker immersed in a water-bath to maintain the temperature, and the duration has varied on different occasions from 2 to 3¾ hours. At the end of this period the mash is transferred to a Buchner funnel, fitted at the lower end with a tube bent outwards and upwards, and terminated in a swan neck nearly at the level of the rim. This prevents the mash running dry, and a short rubber tube and screw clip control the outflow of wort (Fig. 1). Instead of a paper, the funnel is provided with a disc of fine copper gauze, held in place by a gasket consisting of a length of “pressure” tubing cut to size and joined by a piece of glass tube. The first runnings are returned, after warming if necessary, until the wort is reasonably clear, after which it is gently drawn off, and water at a suitable temperature distributed evenly over the surface of the goods. Sparging is continued until the specific gravity of the issuing wort falls to about 1005°, and with, the quantities mentioned below takes from 1 to 2 hours.
As the wort is collected it is kept hot, and when about half the final quantity is through, it is brought to the boil, and half the required hops added. Sparging requires 2 or 3 times as much liquor as was used for the mash. The weaker wort is added during boiling, and the remainder of the hops half an hour before the end of the boil. The total time of boiling is about two hours, and at the end it has been found best to allow the hops and sediment to settle for a few minutes, and to separate and sparge by decantation. A small cone of copper gauze in a funnel is used to retain any large floating fragments.
The wort is collected and cooled in a clean flask, and during cooling a current of air, filtered through a pad of sterile cotton-wool, is drawn through it. This both agitates and aerates the wort. When the wort is cool, the air supply is cut off, the deposit of protein, etc., allowed to settle, and the bulk of the liquid decanted into a sterile flask. Yeast is added, and aeration contained for a few minutes. This second aeration represents the period in the brewery during which the wort is running into the fermenting vessel which already contains the yeast. The temperature is now finally adjusted, and the wort transferred to vacuum-jacketed flasks of the ordinary “Thermos” pattern. If the pitched wort is at 59° to 60° F., and the flasks kept in a chamber at about that temperature, attemperation is seldom required, though the temperature may run a little high, say 70° F., on the second day. If necessary, the temperature can be controlled by external cooling, and in this case the vacuum jacket acts as a buffer, but the vessel must be removed from its metal case, which is not water-tight. As an alternative, a tube in which cold water circulates (Fig. 2) may be dipped into the flask, but this cannot be done during the skimming stage without interfering with the rising of the yeast. The most satisfactory method is by means of a cool chamber, preferably a thermostat maintained at 59° to 60°F., as this also keeps the yeast cool.
The fermentation flasks are filled to the brim and enough pitched wort put by in a sterile flask to replace the wastage due to separation of the yeast and the wort which works over with it. If samples are required during fermentation, it is convenient to use a quart flask for determining the yeast yield, and for the finished beer, and to have the remainder of the wort in a pint flask, which can be used for specific gravity determinations and sampling. In this case the latter can be used for topping up the former. If the neck of the flask is surrounded by a funnel or shoot made from a piece of sheet rubber with a circular hole cut in it, the yeast can readily be collected (Fig. 3).
Unfortunately the yeast from even a quart vacuum flask is scarcely enough to flow by itself down a shoot into a collecting vessel, and skimming has to be assisted with a sterile tea-spoon or spatula. Neglecting the first “rocky” head, yeast crops equivalent to 5 or 6 1b. per barrel have been obtained, representing 60 to 70 per cent, of the total crop, as against about 90 per cent, obtained in practice. By exercising judgment, enough yeast can be left to form a “blanket” to protect the beer during settling.
From a quart and a pint flask, it is generally possible to decant enough beer to fill a quart screw-stoppered bottle, which serves as a cask. In it the beer is fined, and from it three half-pint bottles of bright beer and a further small sample can be obtained. To ensure a sound product, all vessels must be sterilised or rinsed with 70 per cent, alcohol, and distilled water, immediately before use.
It will be seen that the process depends entirely upon the imitation of brewing conditions as closely as laboratory circumstances will permit. Conditions are probably more important than actual methods, and the duration of each operation as important as the temperature or the proportion of the ingredients. The procedure described has been worked out to utilise only the ordinary apparatus of the laboratory. Conditions might be still better imitated by the use of special apparatus, such as a jacketed mashing vessel with a strainer or a model cooler.
Even in its simple form the method gives fair yeast crops and beer of perfectly normal flavour.
As an actual example, the following record may be of interest. 250 gms. of grist was mashed with 750 cc. liquor at 165° F. Time 11.0 a.m., initial temperature 150° F. Stirred at intervals during the first 15 minutes, at 11.40 a.m. and 12.5 p.m. At 12.50 p.m. raised temperature to 155° F. by adding 150 cc. of water at 170° F. The quantities were equivalent to a mashing rate of 2.8 brls. per quarter, with .5 brl. underlet. At 2.15 p.m. commenced to draw off wort, of which 300 cc. had to be returned before it ran clear. 1500 cc. of water at 160° F. were used for sparging which was completed at 3.50 p.m., the specific gravity of the last runnings being 1004°. The first boil began at 3.30 p.m., and 5 gms. of hops were added to 1300 cc. The second boil, 950 cc. of weak wort, had 1 gm. of hops, and began to boil at 3.50p.m. At 4.50 p.m. these were mixed, 5 gms. more hops were added, and boiling continued till 5.30 p.m. Total hop rate, calculated to final volume, 2.8 1b. per barrel. The hops were separated, and the wort set to cool (in water with aeration) at 5.50 p.m. Cooled to 60° F. by 6.25 p.m. Decanted from deposit, and added 4.8 grms. of yeast at 7.0 p.m. Aerated 15 minutes and transferred to two vacuum flasks. Volume 1400 cc. yeast rate 1¼ lb. per brl., Sp. Gr. 1046.5, volume corrected for samples taken 1470 cc. Extract, 91.8 lb. Laboratory extract of same malt, 98.5 lb. The flasks were kept in a chamber at about 60° F.
The following figures indicate the course of fermentation:—
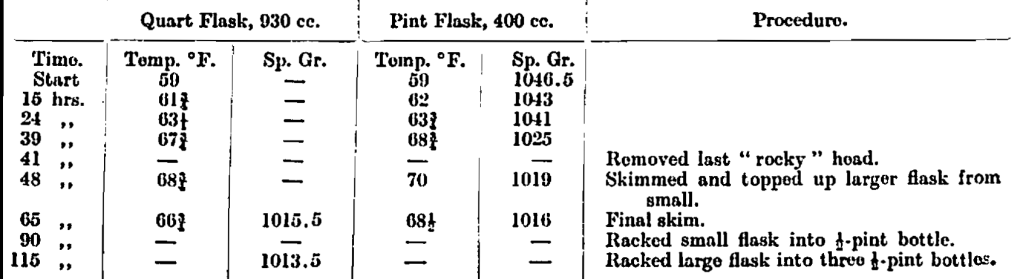
The yeast was clean and, apart from a high proportion of “dead” cells, appeared vigorous. A large number of cells which stain with methylene blue is characteristic of the yeasts from these fermentations, and may be due to the greater degree of exposure as compared with that occurring in the brewery.
The yield of drained yeast was :—

The lower yield of skimmed yeast from the small flasks is due to the disturbance caused in determining the specific gravity. Better yields have been obtained from most other experiments. The beer was of quite good flavour, fined fairly well, developed nice condition in about 2-3 weeks, and remained sound for six weeks. Sampled when 8 weeks old, it showed signs of deterioration.
The above or a similar procedure should be capable of wide application in the study of brewing processes. It is well known that considerable variations occur in the product when the same materials are employed under similar conditions in different breweries, and that this applies particularly to small scale technical plant or “model” breweries. If this is recognised, it seems that laboratory brewings would give as much information as small technical experiments at far less cost. The results would be equally comparable among themselves, the conditions are more readily standardised or varied, and since one operator can manage three simultaneous brewings, the incorporation of control experiments is a simple matter. It would be interesting to compare the method against ordinary technical brewing, using the same materials and imitating the actual brewery condition as nearly as possible. In any case, there are a large number of brewing factors, such as liquor treatment, malt, hop and yeast quality, wort aeration, and bacterial infection, which are capable of investigation by purely comparative methods.
From work already carried out, it seems likely that consistent differences can be detected between malts which give very similar analytical figures, but sufficient data are not yet available for a definite statement on this point, on which further investigations are in progress.
Rothamsted Experimental Station.
September, 1928.
