MEETING OP THE NORTH OF ENGLAND SECTION, HELD AT THE MIDLAND HOTEL, MANCHESTER, ON THURSDAY, FEBRUARY 21st, 1924.
Mr. Fred Hyde in the Chair.
The following paper was read and discussed:—
SOME CAUSES OF HAZY BEERS
by C. G. Matthews, F.I.C.
The word haze is to a brewer comparable with fog or mist to the navigating seaman, motorist or engine driver, and there is the characteristic common to the things compared that their appearance may be both sudden and unexpected. A French proverb runs: “There is nothing more certain than the unexpected,” and no phrase could better define the position in which a brewer stands to the article he is producing. Ordinary difficulties he has always with him, but in addition there may be the ill luck of having something sprung upon him which cannot be rectified till there is a back-wash of trouble, and dismal souvenirs of experience contained in familiar wooden receptacles.
It is hardly necessary to draw a distinction between haze and turbidity, there is no sharp one. Haze can certainly merge into turbidity, but the latter term connotes something gross or coarse, and may be much more manageable because it is so; the trouble is more positive and known remedies- apply, e.g., rest, time, temperature, considerations about priming, fining, “porousing,” and so on. The causes of haze may be remote and obscure, so much so that ordinary analytical processes barely suffice to discover them, and an amount of time may be spent during which the trouble is making headway, whilst the anxiety of the brewer remains as it was or even increases.
Haze may be anything from a slight cloud which can only be seen in the otherwise bright ale when the light falls at a certain angle, to an appearance which might possibly be imitated by putting a few drops of milk or some finely divided opaque powder into the beer. It is a question of particles in any case, but degree of minuteness and quantity per unit volume are also concerned.
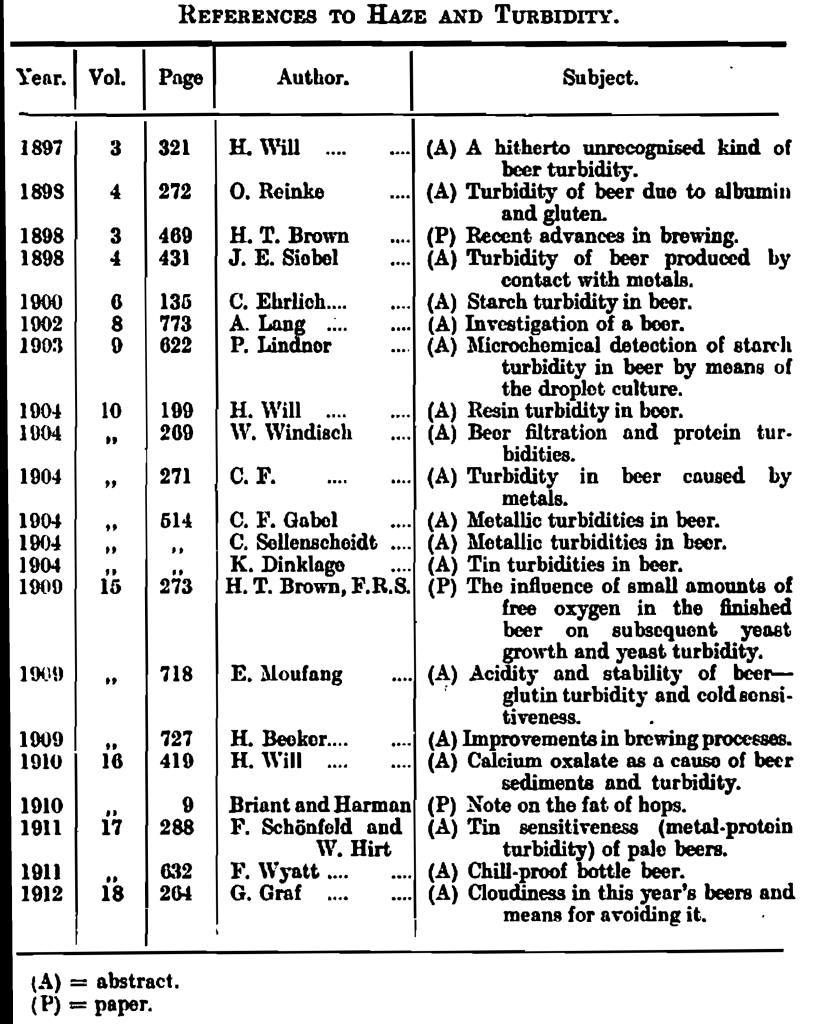
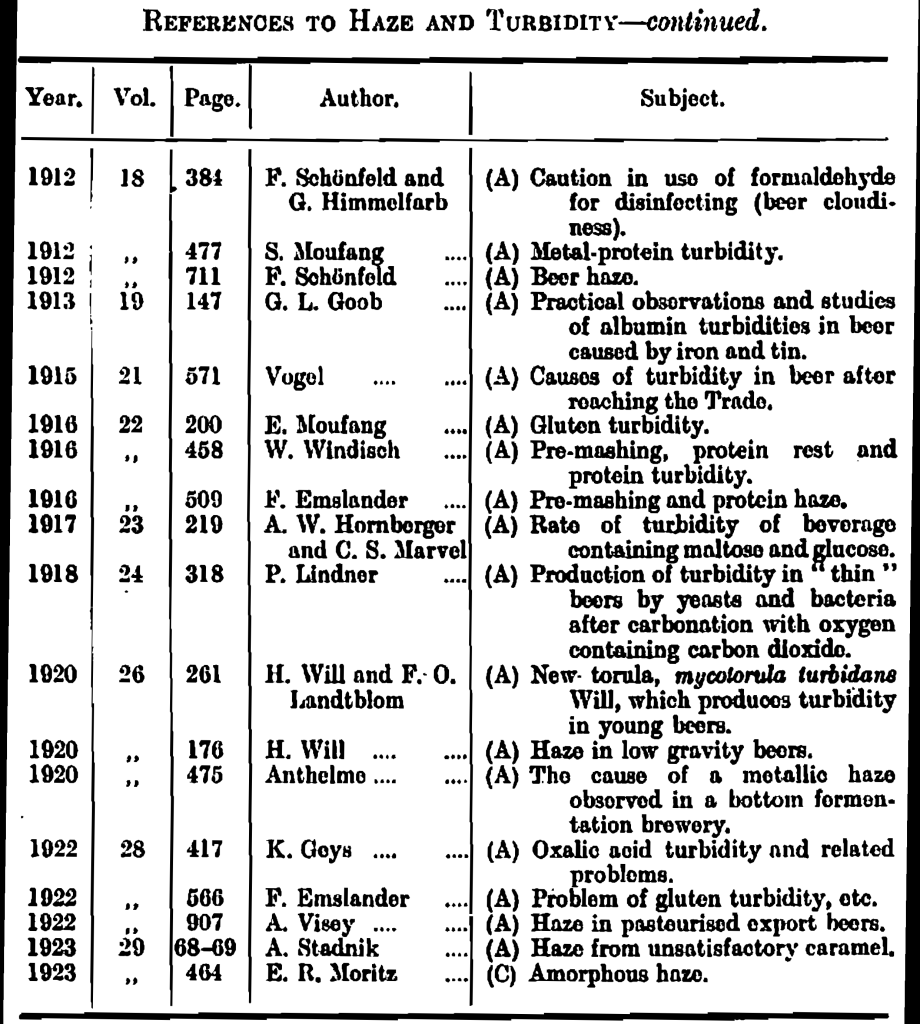
Possibly the best way to deal with the subject is by enumerating and tabulating out of my own notes and from suitable references in the literature the known causes of haze and by mentioning one or two cases in which the cause is not easily got at, and, indeed, remains uncertain, e.g., haze caused by blending different brewings, which is sometimes very marked. Haze resulting from change of receptacle, e.g., (a) beer transferred from one bottle to another; (b) beer poured out from a bottle into a glass. In both the latter cases starting with bright beer a very definite haze and even cloud can appear in a few minutes. The primary influence is doubtless the escape of much of the C02 altering the colloidal state and reducing the acidity. Other causes may be insufficient or excessive finings, overcut or old finings, imperfect separation of alginol used as an adjunct to finings, hop resin and gluten turbidity, flattening by escape of C02 and admission of air, wild yeast haze, bacterial haze, metallic haze, and caramel (rarely but quite possible as a cause). All these possible causes could be discussed separately, but that would be entirely superfluous at the moment, as they are nearly all dealt with in detail in the separate references tabulated at the end of these notes.
In the discussion which will follow it is possible that by recounting experiences new and useful conclusions may be drawn as to what to do or what to avoid. It must be first ascertained, if possible, what the haze is, its physical nature, whether filterable or non-filterable, separable by finings or not, and its microscopical character. The effect of solvents and temperature; the presence of metals should also be noted.
Tabulated Causes of Haze and Turbidity in Beers as gathered from the References, etc.
A. I. Amorphous particles due to proteins or hop resin or both;
II. Albumin turbidity due to metals, iron, copper and tin, but especially the two last named. Nickel is a possibility.
B. Cooling as a cause of separation or precipitation of gluten and hop resin.
C. Effect of CO2 as a cause of separation or precipitation of gluten and hop resin.
D. Difficulties ascribed to diffusible peptones causing turbidity.
E. Starch turbidity especially from steely or badly-modified malt.
F. Systematic testing of hazy beers. (P. Lindner.)
G. Resin turbidity.
H. Calcium oxalate and turbidity. Abnormally low acidity of beers.
I. Turbidity from crushed hop seeds.
J. Temperature in relation to haze and turbidity.
K. Colloids and the ultra-microscope.
L. Unclean bottles and vessels.
M. Effect of imperfect attenuation.
N. Gluten turbidity in the light of changing acidity.
0. Effect of formaldehyde as a possible cause of turbidity.
P. Advantages and disadvantages of pre-mashing.
Q. The electrical state of a beer.
R. Wild yeasts as a cause of haze. Imperfect sterilisation.
S. Detrimental effect of C02 containing oxygen.
T. Haze in low gravity beers.
U. “Trade” causes of turbidity, bottles, agitation, changes of temperature, stoppers and light.
V. Caramel as a possible cause of haze.
W. Amorphous haze (see also first clause of A.) and temperature.
The abstracts and references have been condensed so far as they could be for the purposes of this paper.
Discussion
The Chairman (Mr. Fred Hyde) said: Mr. Matthews had rightly pointed out that they were more concerned with haze than turbidity. He thought haze could roughly be placed into several classes; yeast turbidity or yeast haze was due to weak yeast. If the turbidity disappeared on filtering the beer through filter paper, yeast was most likely the cause. Then, of course, there was wild yeast turbidity, of which he had not had much experience, but in that case, on filtering, one obtained a filtrate quite cloudy—almost as cloudy as the original sample. Haze due to bacteria was usually found by means of the forcing test. Protein haze disappeared on warming.
Mr. Matthews had said more about what not to do than what they had to do, and he was quite right, for the subject was most obscure. It would appear that good materials were a sine quA non. The yeast should be in a healthy state, and amorphous matter should be eliminated.
Mr. R. Whittaker said he was insistent on cleanliness and looking after the yeast. He was inclined to think using hops too new or hops brought out of the cold store and used before they had come to the normal temperature of the room caused haziness. He would like Mr. Matthews or anybody else to deal with these points. He had had no experience of haziness caused by the different metals; his main trouble had been with wild yeast, and that had been overcome by care of the yeast and, if necessary, getting a change.
Mr. G. W. Hyde remarked that, according to what he had read in at least one paper on the subject, haze was always the result of colloids which occurred in beer. These colloids consisted of very finely divided matter, visible only under the ultra-microscope, and when coagulated they were precipitated by various means to larger complexes., visible under the microscope, and that constituted haze. According to Schiönning haze was due solely to colloids, and the colloids present in beer were hop resins, proteins, gums and dextrins. These were the cause of haze, in so far that they were subject to changes of temperature and to changes in the hydrogen-ion concentration (pH). It would be of interest to the brewing process from the colloidal standpoint to see where colloids came in and to ascertain how to eliminate them. The first elimination occurred in the mash tun, followed in the copper by a mutual precipitation and coagulation. More colloids were removed during cooling and aeration. Another factor in the removal of colloids occurred in the fermenting vessel by surface adsorption of yeast. Further, in the removal of colloidal matter during fermentation, he thought the production of alcohol and other by-products of fermentation played their part. Coming to the later stages, when the beer was nearly finished, there was the probable influence of the nature and quantity of finings added. They did not know, they assumed “sometimes,” that these were pure. More trouble could arise from finings than from any other cause; more factors were concerned there than anywhere else ; it was the best example of colloidal condition that could be had when finings were present in an acid solution. Acidity, as they knew, was one of the factors which disturbed equilibrium and might remove the haze or bring one on. Then there was the question of the quantity of finings added, the temperature at which they were added, and the amount of movement which the beer might receive afterwards. He thought that from the academic point of view the finings had more to do with the subject than many people thought, because of their chemical qualities and the unstable liquid medium into which they were put. He thought also the nature of the cask would be concerned; a new cask would have much more effect than an old one. In a new cask tannin was extracted by the beer from the wood. In the same way, in the case of bottled beer, tannin came from the cork, and would be likely to cause trouble; perhaps the mere fact of opening the bottle and allowing the beer inside to come in contact with the cork or part of the neck coated with tannin would be sufficient to disturb the equilibrium inside. All these difficulties were obscure and remote, and they ought not to be. He hoped Mr. Matthews and others interested in the haze question might induce the Research Committee of the Institute to initiate some research on some of the problems causing this phenomenon.
Mr. W. Garton Stone said, although at the moment he was not actually experiencing trouble, he was somewhat anxious about a slight haze which he attributed to the use of new malt not properly matured. He quite agreed with Mr. Whittaker that using too large a percentage of new hops would occasionally cause worry at this time of the year. Sometimes the process was rushed, and the works were got up from the hop backs to the coolers too quickly and hurried over the refrigerators carrying sludge to the fermenting vats, which in his opinion sometimes caused trouble.
Mr. C. McC. Bottomley said that at one time he was troubled with varying steam pressure for boiling purposes and had several lots of cloudy beer. At another time hops which were «9o new caused haze, and as soon as these were changed the beer became bright again. It seemed as though it was necessary to wait until a certain minimum concentration of CO2 resulted before the beer would go bright, suggesting that bubbles of gas themselves might have a clarifying effect.
Mr. A. H. Morris said he had had some slight trouble occasionally with wild yeast haze, and he was perfectly satisfied in his own mind that the cause lay in the malt. Their Chairman had said that if the yeast was kept healthy no trouble would be experienced, but to keep the yeast healthy they must first of all have the malt right and treat it correctly in the mash tun. On the occasions when he had had an tendency to wild yeast haze he had always noticed that it had arisen when using what he called a rather stubborn malt, that is, malt which in the mash tun would give a large proportion of high-type maltodextrins, and his theory was that this type of wort encouraged the growth of wild yeast present in the wort or beer, with the result that, there was an undue proportion of wild yeast developed, and this was able to get a footing at the expense of the normal yeast. Last season’s malts, as they knew, were rather difficult to manage in that respect, as they were not very tender. The soluble matters were high, and so was the diastase, but in spite of that fact the starch seemed to be in a condition in which it was not very easily converted in the mash tun. This season’s malt seemed the reverse, for although the soluble matter and the diastase were low, the malts were more tender. He would like to ask Mr. Matthews if he had formed any idea as to what the results from this season’s malts were likely to be.
Mr. H. Hobson pointed out that no mention had been made of any haziness which might be due to excess of chlorides. If they used a water containing a fair amount of chlorides this would tend to produce beers giving a fulness, due probably to the influence of the chlorides in increasing the solubility of the nitrogenous matter. If a water be used containing an excess, this would result in an increased nitrogen percentage in the wort, and when not eliminated in the primary fermentation would be susceptible to temperature change in the colder months. Any lowering of the temperature beyond a certain figure would cause a haze difficult to fine out. He would like to ask Mr. Matthews if he had ever come across any such beers, the haze being due to using an excess of chlorides. Then, again, he would be glad if Mr. Matthews could give an approximate figure in grains per gallon.of sodium chloride that a water should not exceed.
Mr. A. C. Reavenall wished to know whether there was any danger arising from the immediate use of re-dried malt, say, within a week of its leaving the kiln. He had experienced one or two cases of turbidity, one of them rather remote and about the last thing one might look for. In the case of some bottled beer where the bottles were fitted with red rubber rings a faint haze existed, which was traced to antimony contamination arising from the antimony sulphide used by the rubber manufacturers. There was another possible cause of haze which might be brought about by the use of sugar inverted by hydrochloric acid. In such cases there was- apt to be a large quantity of metals, such as tin and lead. Some invert sugar was not properly freed from acid, and some free acidity remained which was able to dissolve tin and lead from pails, where such were used. In making analyses of sugar attention ought to be directed to the amount of acid present and the proportion of metals, such as tin, lead, and even zinc, which he thought the ordinary sugars were very rarely tested for.
Mr. G. Jones, referring to the last speaker’s remarks, explained that as soon as these colloidal matters coagulated on the yeast they ceased to be colloidal and became amorphous. Sometime ago he read a paper to the Institute, and this dealt with colloids to a certain extent. It was pointed out that these colloids could only exist in the solution, and once they took a hold on anything they were rendered amorphous. If one took a glass of beer having a haze and held it up to the light, or even looked at it by reflected light, it would be found that one could not see definite particles. With the haze at such a stage that particles could not be seen in this way, it was in its worst condition, and could not be dealt with until it had become amorphous. Once a beer contained this visible finely divided matter it was not so difficult to get rid of as the yellow haze.
Mr. Matthews, in reply, said Mr. Whittaker’s observations were correct. Brewers knew well that in the case of very cold hops there would be some slight arresting of the activities when they were used for dry-hopping. A certain proportion of old hops had always been regarded as favouring brightness. It was quite possible that a very large proportion of quite new hops might tend to haze.
He thought the most important question asked was that concerning the behaviour of this season’s malts. In malt made from English barleys the diastatic powers were low, ranging round about 30. The very best of barleys, skilfully handled, were making excellent malt. In analysing certain malts it was customary to classify “soft corns with hard ends.” There was now a new condition; there was what he called a “gluey” end, and he had met with it several times. The middle of the com was quite friable and tender, and then at the end there was a gluey or gummy matter. Such malts would require care, because that gluey or gummy part of the malt was not likely to yield to diastase in the same way as the other part, and he thought it had something to do with the high specific rotatory power exhibited by the worts from some of the season’s malts. He had lately had in his hands a foreign malt which had given most anomalous results; a D.P. of 34 and specific rotatory power of 126°. That malt, although beautiful to look at, and made from expensive grain, would not give a clear wort. The beer would not filter bright, thus showing plainly that there was something in the malt which contributed to haze. He had experimented and tried what the Germans called pre-mashing. He mashed it at 130° F. for one hour, raised the temperature 10° and mashed for another hour, then raised the temperature another 10° and allowed it to stand for another hour; the result was better, but not entirely satisfactory. (A readjustment of the temperature subsequently gave a bright wort.) He ascribed this haze to some peculiar state of the nitrogenous matter in the malt. The Germans had dealt with this question by the use of what they called digestive mashing. He did not advise following their practice of mashing first at 60° F., but if the method were applied at temperatures more consistent with British modes of brewing there was a good deal to be said for the digestive mash in cases of stubborn malt.
Mr. Hobson had mentioned the case of haziness due to excess of chlorides. If haziness could be thus caused, then he was sure they would have had continual trouble at Burton. The Burton waters naturally contained chlorides, so there was little or no head to add to them. Chlorides had never been looked upon as tending to haze. It was, of course, true that waters containing chlorides dissolved more proteins, e.g., globulin, and these might be under certain conditions provocative of trouble, but the subject was problematical. He did not think that chlorides in any ordinary amount need trouble any one very much. If malt got seriously out of condition then re-drying was a wise procedure. At the same time he could not think that any brewer would use malt too warm, if only for one reason, namely that the mash tub temperatures could not be properly regulated. Re-dried malt should be kept for a reasonable time after re-drying.
Some years ago he investigated the action of red rubber rings of bottles as affecting metallic contamination. The rubber rings contained, as was expected, red sulphide of antimony. The red rings were of good quality, and he did not discover any trouble caused by their use. Of course there was rubber and rubber, and some of it was rubbish, sometimes containing 50 to 60 per cent, of mineral matter. He did not think there was any chemist who did not test sugars for acidity and metals. In his laboratory it was a matter of routine, and very often traces of lead or copper were found, and sometimes ferrous iron. If one took a solution of such sugars and put some tannin in and the solution gave a moderate imitation of ink, ferrous iron was present.
The Chairman thought they would all agree they had had a most interesting discussion. They had certainly not, as Mr. Jones had said, reached finality as regards hydrogen ion concentration of their worts, and he was very glad to see that the Institute was taking up this matter and arranging for certain chemists to carry out investigations at a well-known brewery.
Mr. A. E. Taylor, after proposing a vote of thanks to the author, said that all brewers at some period of their career were involved in this problem of haziness. He considered that malt was generally the cause and that the yeast had curative powers to overcome it; failing this, the trouble was more serious. The importance of re-drying or “torrefying” the malt could not be overestimated. It was obvious that through the atmospheric condition of the North of England the malt in transport was liable to become slack and would not be in a satisfactory condition for use without re-drying. As to brightness, he was inclined to think that the Burton and southern type of water assisted the beers. As one cause of haziness he would suspect the publican’s beer pump not being sufficiently clean. Again he noticed that the process of raising beer by air pressure or C02, which was the custom in Scotland, and had in several instances been taken up locally, had a marked tendency to improve the brightness.
