STUDIES ON GUSHING II
EXAMINATION OF SOME BREWING FACTORS
by N. S. Curtis, B.Sc, P. J. Ogie, B.Sc, and P. M. Carpenter
(Whilbread & Co., Ltd., Chiswell Street, London, E.C.I)
Received 7th April, 1961
Factors which cause gushing in shaken beer are derived from malt and are active in unhopped beer; some malts are more prone to give gushing beer than are others. The gushing factors from malt are removed by boiling wort with hops, provided that the hops are of “good” quality and that the hop rate is sufficient; what makes for “good” quality in this respect is as yet undetermined. There can, however, be a further generation of gushing factors during fermentation.
Introduction
As stated in Part I of this Series,1 the brown ales of this brewery have, over the years, shown the most tendency to gush whereas the pale ales have shown the least. The contrasting behaviour of these beers in bottle is also displayed by the results of gushing potential tests carried out on beer at rack. Data are given in Table I, A. The differences between the gushing potentials at rack of brown ales and pale ales brewed in the main brewery are also displayed by these beers when brewed in the experimental brewery, as is shown by the data in Table I, B. The differences in gushing characteristics between these beers have been the subject of a laboratory investigation.

Experimental
Methods
Overfoaming potential test.—This test is carried out on worts and beers at any stage of the process. Wort is kept overnight at about 0° C, after which it is filtered in the cold through Whatman No. 12 paper and then carbonated in the laboratory carbonator to about 230% (v/v) carbon dioxide. Beer is chilled and 1% (v/v) of finings added. It is allowed to stand at about 0° C. overnight and then treated as for wort. The carbonated wort or beer is bottled into quarts (generally four per sample). These bottles are shaken at room temperature on a rotary shaker at 30 r.p.m. for 24 hr. and left standing for 1 hr. before being opened. The volume of beer expelled from the bottle when it is opened provides a measure of the gushing potential.
Experimental brewing technique.—The experimental brewery can produce 25 litres of beer in a single batch. It is constructed almost entirely of glass. Pipework, which has been reduced to a minimum, is of silicone tubing. The false bottom of the mash tun, which is generally considered to present a difficult problem in the construction of an all-glass brewery, consists of glass beads contained in a cotton bag. The spent hops are removed from the boiled wort by straining through a cotton bag which is attached to the copper outlet. The fermentations are carried out in glass cylinders which stand in individual water baths.
The plant has been designed to imitate what are considered to be the most important features of the brewing process in the main brewery but there are no arrangements either for under-letting the mash or for boiling the wort under pressure. Table I shows that the experimental brewing technique which has been adopted does seem to reproduce the gushing potential characteristics of beers brewed in the main brewery.
Laboratory brewing procedure.—In certain experiments, e.g., in the examination of a series of hops, it is often convenient to carry out the boiling stage in the laboratory on sweet wort from the main brewery. The worts are boiled under reflux in such a way as to allow a portion of the vapours to escape. By this means it is possible to combine a vigorous boil with limited evaporation. After boiling, the hot wort is filtered (Wluitman No. 12 paper) and cooled. Fermentation is carried out in 1-litre wide-mouth Dewar cylinders.
When unhopped wort is obtained from the main brewery the coppers are boiled for 5min. without hops before the sample is drawn to ensure that the sample is representative.
Results
Differences between pale and brown ale.—Three series of brews have been carried out in the Experimental Brewery in which the brewing of pale ale was systematically changed into the brewing of brown ale.
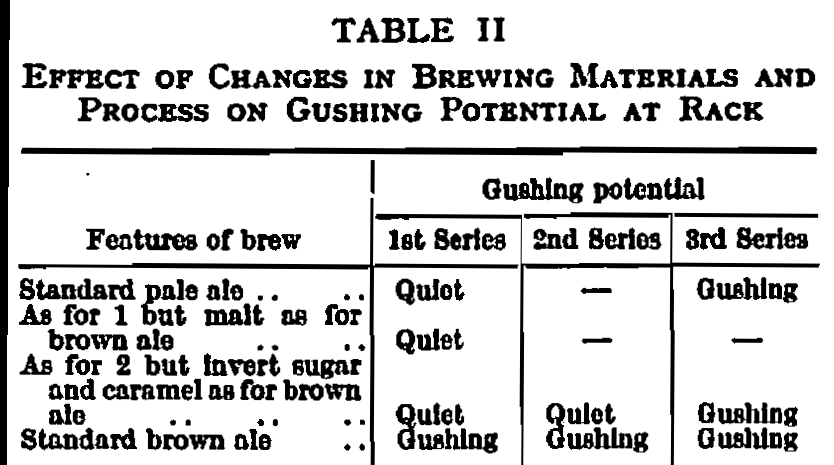
Results are given in Table II. Considering the results of the first series of brews, the malts and those sugars which are added to the copper were changed without the beer acquiring any gushing potential, but nevertheless the standard brown ale gushed when shaken. The third and fourth brews were repeated in the second series with similar results. However, in the third series, results were different in that all beers, including the standard pale ale, gushed when shaken. In considering gushing differences between the pale and the brown ale, it is necessary to examine the brewing differences between the third and fourth brews. The principal differences between these brews were considered to be in liquor treatment and in hop rate.
Liquor Treatment.—Liquor for pale ale is obtained by adding calcium chloride to mains liquor, while liquor for brown ale is obtained by adding sodium chloride to mains liquor. Both these liquors have been used in comparative experiments with the results given in Table III. Liquor composition could not be associated with the gushing potential of these beers at rack. This confirms the results of an earlier main brewery experiment, in which brown ale was brewed with pale ale quality liquor.

Hop rate and quality.—The negative effect of liquor quality left hop rate as a possibly important factor and, indeed, in Table III the beers with the higher hop rate were quiet whereas the others gushed when shaken; but reference to Table II (series 3) shows that it is possible for the pale ale which has a relatively high hop rate of 1-2 lb. per brl. to gush. Thus, hop rate is not the only factor controlling gushing, and it has therefore been necessary to consider hop quality as well. Data relating to the effect of hop rate on gushing potential are given in Table IV.

A different single hop was used in each experiment. It is quite clear that the gushing potential increased as the hop rate was decreased. In the case of experiment No. 5, the shaken beer gushed even when the hop rate was as high as 2-0 lb. per brl. Data relating to the effects of various hops are given in Table V. At 2-0 lb. per brl. two different hops were unable to give a shaken beer that was quiet. In respect of anti-gushing factors, these two hops must be considered to be of inferior quality to the other three.

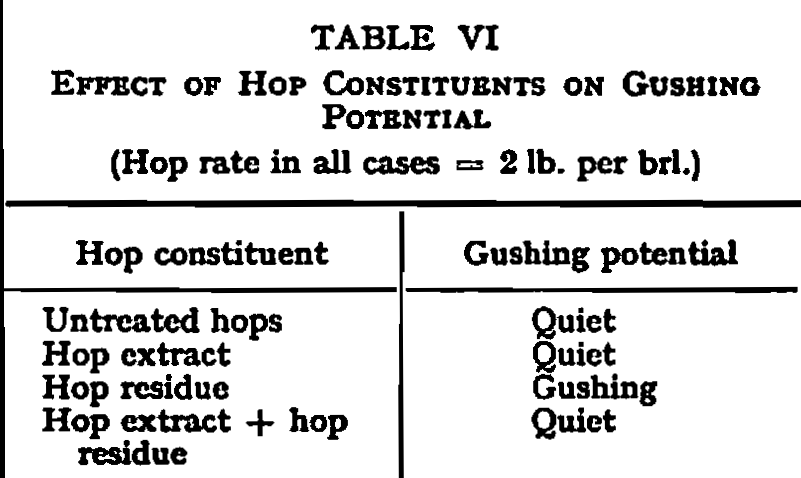
It has not yet been found possible to define hop quality in this context. Towards this end an examination of various hop fractions is being made with a view to assessing their “anti-gushing” activity. In the first series of experiments hops have been extracted with an ether / light petroleum mixture (1:3) and beers have been brewed (laboratory boilings) as in Table VI. Clearly, the anti-gushing factors are present in the material extracted from the hops. This extract is being subjected to further fractionation.
Malt quality.—It has already been suggested that the gushing factors in beer are derived from malt. A survey of various malts has been made to see if differences in their ability to give a gushing beer could be detected. Each malt was used singly in the experimental brewery for the brewing of an unhopped beer; this, after fermentation, was subjected to the gushing potential test. Results are given in Table VII. The figure quoted for each brew is the mean volume of beer expelled from four quart bottles. Sometimes a considerable range was encountered between the four results, but the mean figures illustrate the general pattern.
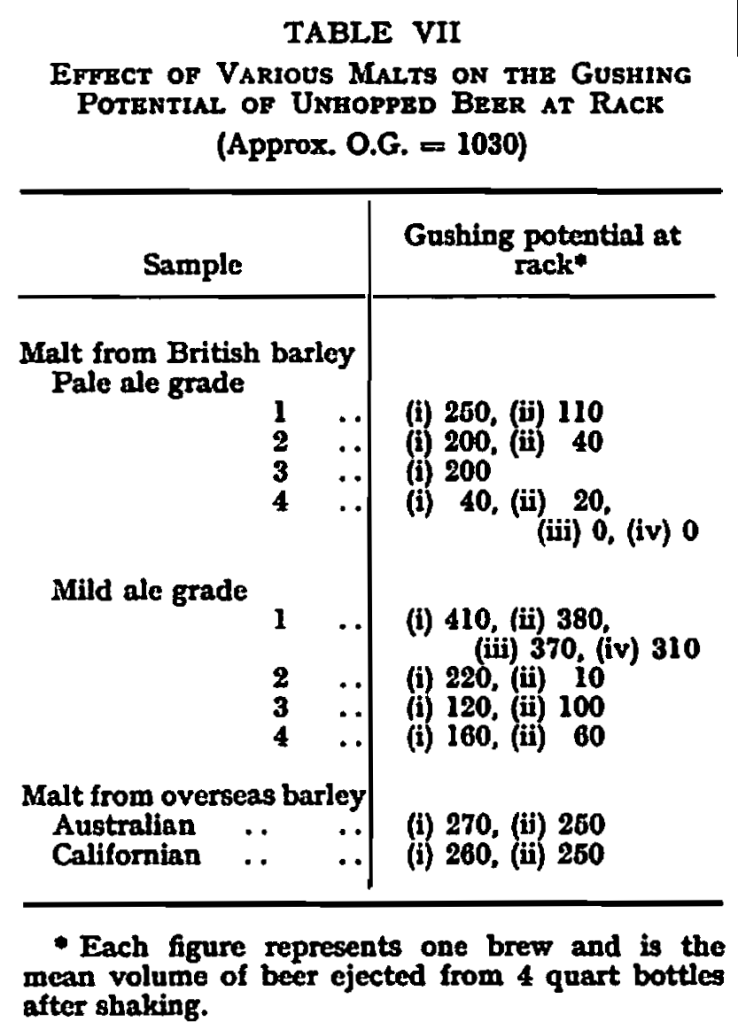
None of the malts examined gave on all occasions an unhopped beer that was completely quiet after being shaken, but one malt was noticeably better than any of the others (Pale ale malt No. 4) and one was rather worse (Mild ale malt No. 1). Work is now in progress to see if the distinctive properties of these two malts are to be associated with the respective barleys or malting processes. Later, it is hoped to isolate a fraction containing the material which apparently plays a major part in causing gushing.

Relationship between malt and hop quality.—The effect of combining the various qualities of malt and hops has been examined. Both the malt richest in gushing substances and the malt poorest in gushing substances have been used separately in the experimental brewery to prepare a sweet wort of original gravity about 1030. Each of these worts was divided into several portions, which were used for laboratory boilings in which both the best hops and the worst were used separately at several different rates. The hopped worts were fermented in Dewar cylinders and the beers at rack subjected to the gushing potential test. The results, which are given in Table VIII, demonstrate the following points:—
(i) If the hops are rich in anti-gushing substances, quiet beer can be brewed from malt rich in gushing substances, even if the hop rate is low (exp. 1-3).
(ii) If the hops are relatively poor in anti-gushing substances but the malt is rich in gushing substances, gushing beer will be obtained if the hop rate falls below a critical value (exp. 4-6). Presumably the poorer the quality of the hop, the higher the critical hop rate.
(iii) If the malt is poor in gushing material a quiet beer can be brewed irrespective of hop quality or rate (exp. 7-12).
Gushing potential during the brewing process (main brewery).—Gushing potential determinations have been made on unhopped wort, hopped wort and on the bottled beer of four brews of brown ale and four of pale ale; the results are given in Table IX.
As regards unhopped worts there was less brew-to-brew variation among the brown ales than among the pale ales and, on average, the gushing potential was higher. Among the pale ales, although some unhopped worts gave values as high as those obtained from the brown ales, low values were obtained from other brews.

Hopped worts were quiet with the exception of one brew for brown ale. Among the finished bottled beers, the brown ales generally had a higher gushing potential; in fact none of the pale ales gushed when shaken. The only brown ale which gushed at the hopped wort stage gave the highest gushing potential figure of all the bottled beers. Two brown ales which had zero gushing potential at the hopped wort stage gushed in bottle.

Table X gives data on changes in gushing potential between hopped wort and beer at rack. Of these 12 brews from the main brewery, the four pale ales showed no difference in gushing potential between hopped wort and beer at rack, whereas three of the brown ales and all four of the stouts showed a considerable increase in gushing potential between hopped wort and beer at rack. One brew of brown ale showed a decrease in gushing potential during fermentation.
Wort is different in so many respects from beer that it is not possible at this stage to say whether the change in gushing potential between hopped wort and beer reflects a formation of gushing factors during fermentation, or whether the other changes which occur during fermentation enable gushing material to be more readily detected in beer than in wort. The latter is perhaps an unlikely suggestion, as there seems to be no difficulty in detecting gushing substances in unhopped wort and, clearly, it has been demonstrated that there is less gushing material in hopped wort.
Whatever the explanation, it is clear that, given a wort of zero gushing potential, it does not necessarily follow that the beer will have the same desirable quality.
Discussion
In the literature and elsewhere it has been suggested that the causes of gushing in beer are likely to be traced to the malt3,4 and barley.5
The results of the experiments now reported support the view that the gushing factors in beer are derived from malt, and it has been shown that, in this respect, malt can vary considerably in quality though many—perhaps most—malts contain potential gushing factors in significant amount. This present investigation has not yet progressed sufficiently for the presence of these gushing factors in malt to be associated with the quality of the barley or with modifications of the malting process, though it is hoped that work now in hand will provide interesting and convincing information.
Although there is little published information on malt in relation to gushing, there is even less in respect of hops. The work now reported clearly demonstrates that hops are very important as they are able, when boiled with wort, to remove partially—and in certain circumstances to remove completely —the gushing factors. The circumstances which make for a complete removal are a high hop rate and some, so far unidentified, character of the hop. To date it appears likely that the active principles in hops are to be found in the resin fraction. It may be significant that both the poor quality hops so far examined were Fuggles.
After boiling there may be a further release of gushing factors, so that to obtain a wort of zero gushing potential does not guarantee that the bottled beer will be of similar quality. Nevertheless on several occasions the boiling of a gushing sweet wort has given a quiet hopped wort, and this desirable quality has been maintained in the bottled beer.
Some points of practical brewing importance seem to arise from this work. Poor quality materials are never used in brewing, but among the range of quality that is accepted it is usual to reserve the finest materials for the pale ales and to use both the lower quality malts and the lower quality hops for the brown ales and stouts. This policy, supported as it is by the traditions of the art, is doubtless wise, but it is possible to envisage a state of affairs in which the malt is so rich in gushing factors and the hops are so poor in anti-gushing factors that, despite the skill of the brewer, it is impossible to avoid a gushing beer. This may account for the fact that, at any rate in one brewery, it has been the brown ales and stouts which have shown the greatest tendency to gush whilst this defect has been but rarely encountered in the pale ales.
It has been said that lagers are more prone to gush than are ales; this may be connected with the lower hop rates usual in lager brewing.
In the endless quest for economy in the costs of production, it has been pointed out2 that, as regards the utilization of the bitter principles of hops, it is more economical to add a preparation of isohumulones to unhopped beer than to boil the wort with hops. Before adopting such a procedure, brewers would be well advised to check the effects of this novel method on the gushing properties of their bottled beers.
Acknowledgements.—We are grateful to the Directors of Whitbread & Co., Ltd., for permission to publish this paper. We also wish to thank the many malting companies who have supplied us with samples of malt.
References
1. Curtis, N. S., & Martindale, L., this Journal, 1961, 417.
2. Hall, R. D., Proc. Eur. Brew. Conv., Copenhagen, 1957, 314.
3. Harvey, I. V., Proc. Conv. Ausl. Sect. Inst.Brew.. 1955. 10.
4. Helm, E. & Thorne, R. S. W., this Journal. 1957. 415.
5. Trolle, B., personal communication
