MEETING HELD AT THE GRAND HOTEL, BIRMINGHAM, ON THURSDAY, FEBRUARY 16th, 1905.
Mr. W. R Wilson in the Chair.
The following paper was read and discussed:—
The Beers and Brewing Systems of Northern France.
By R. E. Evans.
Having occasion to visit France during the latter part of last year, and having the privilege of visiting several breweries of various types by the kind permission of the proprietors, I thought that a brief description of the plant employed and a comparison of their methods might be of interest to the Members of this Section.
Brewing in France is broadly divided into two classes. The older top-fermentation system, which produces the general country beer (biere du pays), and the more modern bottom-fermentation, or Lager system, producing a beverage chiefly consumed in the higher class restaurants and cafes (biere de luxe). It is to the first of these that my remarks chiefly apply as being nearer the type of our own system. The geographical distribution of the two systems of brewing is rather curious. In six only, out of the 86 counties or departments into which France is divided, are high fermentation beers produced. Their names and the approximate number in each are as follows :—
Department. / No. of brewers.
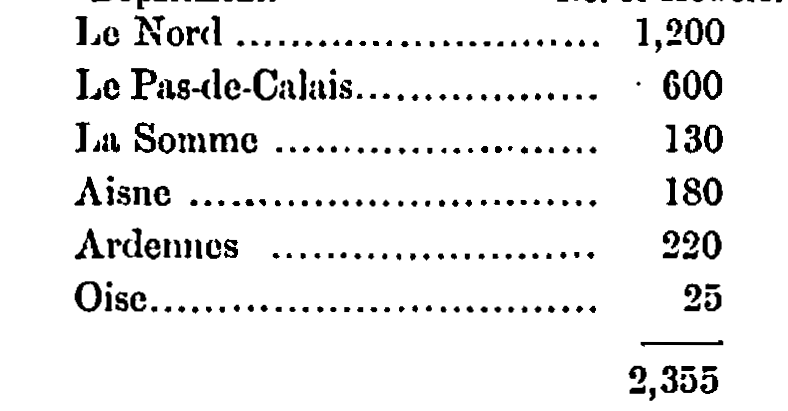
Distributed over the other 80 departments are about 400 breweries working on the low-fermentation or Lager system. An approximate idea of the relative output of these breweries can be obtained by the Excise Returns in which the duty yielded is about—
High fermentation 10,500,000 fr. = £420,000
Low fermentation 3,500,000 fr. = £140,000
The individual breweries vary, of course, very much in size, but generally speaking the larger breweries are in the North and the smaller ones in the Ardennes. The largest top-fermentation brewery in France is at Lille, this produces 85,000 hectolitres per year
(= 52,000 barrels). To give some sort of idea of the general size of the breweries it may be said that—
Hectolitres / Brls.
A large brewery will produce 20,000 = 12,000
A good medium brewery will produce 12—15,000 = 7—9,000
A medium brewery will produce 10,000 = 6,000
A small brewery will produce 2—4,000 = 1,200—2,400
These quantities may seem small by comparison with English breweries, but it must be remembered that beer is only gradually becoming adopted as a national beverage. The output, however, is constantly increasing. France imports a certain quantity of beer. The following are the figures for 1904 :—

Turning to the breweries themselves, there is, of course, a general resemblance in the essential particulars of all top-fermentation breweries wherever they may be, and with the exception of the cask-pitching apparatus in the yards, there is very little difference in the external features that might be called notable.
Nearly all breweries malt at least a part of the malt they use, and the maltings are in many cases directly connected with the brewery, in fact making almost one set of buildings, both operations being then directly under the control of the brewer. There is nothing much of importance to note as to the malting system, which seems to follow the generally approved lines, except that the pneumatic drum system seems to have been thoroughly tried in many districts and has not been a success, and all the malting, except that for distillers, is going back to the floor system. The steep cistern is usually of stone, though the modern cast-iron conical tanks are approved of, and the walls of the flooring rooms arc coated with a very fine enamel paint which gives an excellent glazed surface very easy to clean. In fact, the dominant feature of the French brewery is cleanliness and absence of bad smells, etc., and they are, generally speaking, better fitted with plant, etc., than many breweries of their own size here. In mechanical details one notes less finish than is usually associated with our machinery, but it is easy to see that the greatest care is taken of every part.
One of the most noticeable features in some of the breweries is the employment of much wrought iron or mild steel in the construction of hot liquor backs, hop backs, coolers, and even mash-tuns, partly due to its relative cheapness and partly to reduce the weight the building has to carry. This is a most mistaken economy, as traces of iron are certain to be taken up by the wort, and to affect the fermentations, besides causing the beers to drink thin and flat.
In the majority of mash-tuns are found internal rakes, and often these do the entire work of mashing, no external machines being used at all. These rakes are essential when the decoction system is carried on to insure the thorough admixture of the returned mash. They are employed in a vigorous manner that seems certain to, and often does, cause a dead mash, but either on account of the varieties of barleys used, or the stewing the mash receives, no drainage difficulties seem to be apprehended or to occur.
The coppers are mostly domed and provided with a pipe to carry away all steam, and in some cases a slight pressure is maintained during boiling by means of valves in this pipe. The decoction copper is much smaller than the main copper, and is provided with stirring gear and chain stirrers to keep the mash from burning on the bottom when the thick mash system is employed.
The refrigerators which seem to be mostly favoured are of German make, the corrugations of the surface being much larger than is common here, and of a peculiar wave-like shape, which, while causing the wort to cling to the surface, are very much more easy to clean.
The wort is collected in a series of small squares, where it is pitched and the fermentation started. The main fermentation in the majority of cases is conducted in the trade casks, the yeast working out of the shive hole. The squares which hold from 10—20 hectolitres (6—12 barrels) are tapered and hooped, the corners being rounded in a very neat manner so as to be readily cleansed. The casks are placed together on the stillage so that each pair work over into a small white wood tub placed underneath, from which the yeast is skimmed, and the beer collected here is used for topping up. The cellars are in the majority of cases very clean, the walls, ceilings, and floors being constantly sprayed over with a fine spray of some aseptic solution, and, in consequence, smell very sweet, and the danger of infection due to the system of working is much reduced.
The casks are much lighter than ours, but seem to be made of a very tough and elastic oak. The general sizes are, the rondelle, half-rondelle, and third-rondelle, being nominally 33, 16½, and 11 gallons, but the actual capacity varies with the district, etc. The hectolitre is hardly over used, except to supply certain cafés where this measure is demanded.
The majority of the casks are pitched, and hence, when returned, can only be washed out with warm water, a peculiar shaped chain being used in the cask to help cleaning, then after rinsing with a powerful spray of warm water, a dose of bisulphite of lime is put in and the cask shived up until required. Hoops are slighter than here and often galvanised.
Beers delivered by road are not shived down as ours, but a short plug wrapped round with soft paper driven in—this projects some times 2 inches above the surface of the cask, and must render them difficult to handle. Many of the casks for town trade have square shive holes.
The systems of brewing used in the top-fermentation breweries in the North of France are:—
- Infusion.
- Semi-decoction (thick mash with or without rice flour).
- Independent conversion of raw grain.
- Lille system of thick mash.
Generally speaking, mixtures of malts are used, of which the principal are:—
- One-third malt from Champagne or Beauce barley.
„ ,, Beauce or Vende or other winter barley.
„ „ African. - „ „ Champagne or Beauce barley.
Two-thirds malt, African. - Half malt from one of the winter barleys.
„ African.
Rice flour is employed by a certain number of brewers in the proportion of 10—15 per cent, of the weight of the malt, rarely more, often less. This rice flour is converted in a copper with a certain proportion of malt, generally an equal weight. Broken rice is converted by heating with water under small pressure in a suitable vessel for 15—20 minutes, until the liquefaction is complete, this is then pumped into mash-tun to be converted. Maize after being degermed is employed in the same way. Under the old law, glucose was employed on a very large scale to increase tho gravity of the wort and to assist fining, but the number of brewers who still employ it is constantly decreasing.
In general, the brewing liquors are – of moderate hardness, and usually contain chalk, and in such case are well boiled before use to get rid of as much as possible, but some brewers prefer to treat the liquor with an equivalent of pure sulphuric acid, a system which demands the greatest care in adjusting the quantities.
There exists in nearly all breweries two coppers, one large and one small, as was obligatory under the old law, both being dipped by the Excise, and used for strong and weak beer respectively. The capacity of the mash-tun is, in general, twice that of the copper, i.e., for a copper of 60 hectolitres the capacity of the mash-tun would be 120 hectolitres. The quantity of liquor used in mashing is calculated in such a manner that the wort will nearly fill the first copper, allowing 1 hectolitre to every 100 kilos, of malt for that remaining with the grains.
Mashing Systems,
No. 1. Infusion.—The water for the mash, about 1 hectolitre to every 100 kilos, of malt (a little less than 1 barrel per quarter) at a temperature of about 55—60° C. (131—140° F.) is run in the mash-tun, the stirrer is put in motion, and the ground malt is added in. The final temperature being 48—52° C. (118—125° F.), and it is allowed to remain at this about 15—30 minutes. Then liquor at 98° C. (208° F.) is run in with constant stirring, more or less rapid, until the temperature reaches 72—74° C. (161.6—165° F.), in some cases the mash is allowed to remain some time about 60—65° C. (140—149° F.), the rakes being kept going all the time and continued for a period after the heat has reached the maximum. Then stand one hour, clear the taps and run to copper. Two or more sparges follow, the liquor heat rising from that of the taps to 80—85° C. (175—185o F.), and this concludes the mashing operation. The striking heat is about 50° C. (122° F.), the tap heat 72—74° C. (161.6—165° F.), the time for the mash proper 2—3 hours. The total time, including sparging, etc., depends very much according to the plant of each individual brewery.
No. 2. Semi-decoction (with or without rice flour). — When this is used it is placed in the decoction copper with an amount of liquor determined by the capacity of the copper, which amount is deducted from the total mash liquor. The fire is now started under this copper, and when the temperature has reached 55° C. (131° F.), the fire door is opened, and the malt is thrown in, followed by rice flour. The fire is then continued gently and the temperature raised in 30 minutes or less to 75° C. (167° F.), afterwards the heat is raised rapidly to ebullition, which is maintained from 5—30 minutes, according to the custom of the brewery.
As soon as the rice and malt have been got in the decoction copper, the mash proper is made with the same proportion of water as in the infusion system, and a mash heat of 50° C. (122° F.) is aimed at, which after a short rest is brought up to 58—65° C. (136—149° F.) by an underlet of boiling water.
The thick mash from the decoction copper is then pumped in and a final heat of 72—74° C. (161.6—165° F.) arrived at, it is then given an hour’s rest and the taps set and wort run to copper, sparging, etc., as before. Time occupied in mashing about three hours.
No. 3. Liquefaction of Raw Grain, Maize, Rice, etc.— For this purpose a special vessel to resist pressure is required, into which the desired quantity of liquor is run and heated to 55° C, when the rice, grits, or maize, ground and degermed, is added. Steam is turned on and the converter closed, and the pressure allowed to rise slowly to 1 or 2 kilos, per square centimetre.
When the liquefaction is complete the solution is passed slowly to the mash for saccharification. The mash proper is made at the same time as the rice or maize is placed in the converter, and the first underlet run in as before—mash heat 50° C. (122° F.), heat after underlet, 58° C. (136° F.). As the heat of the liquefied raw grain exceeds 100° C, it is necessary to take great care in adding this, and in some breweries it is first cooled, either by passing through jacketed pipes, or in some other manner. Stand one hour, clear taps and run to copper, sparge as before. Total time, 2½—3 hours.
No. 4. Thick Mash—Lille System,—For this special Lille beer, which is intended to become vinous and acid after a time, to suit a certain local taste, the brewer endeavours to produce the greatest possible quantity of free sugar, in the following manner: — The mash is made with liquor at 40° C. (104° F.), using about 1 hectolitre per 100 kilos, of malt,) the mash heat in the tun being about 28—30° C. (82—86° F.).
Liquor at 55° C. (131° R) is then run in slowly till the heat reaches 50° C., but in some cases the mash heat is only raised to 35 or 40° C. (95—104° F.) in the tun, then, without settling, the thick wort or Lantermaisch is run into the decoction copper, leaving very little but the grains in the tun. This thick wort is then raised to boiling and kept at this for 15—20 minutes, according to the custom of the brewery, when it is returned to the mash-tun, the final temperature varying in different breweries from 66—73° C. (151—163° F.). Duration of mashing, 2½—3 hours. Sparge as usual. Some brewers continue a small underlet, while the thick mash is being heated up, chiefly to prevent loss of heat by radiation.
There are also produced some special and local beers. At Douai, for example, a pale beer is brewed to be sold in casks, which differs from other beers in that it is not boiled. When the wort reaches 194° F., the hops at the rate of 2½—3 lbs. per barrel are added, and the fires drawn at the first appearance of boiling. At Cambrai, a special pale beer for bottling is produced, the mash heat of which does not exceed 143—149° F. It is boiled one or two hours and strongly hopped. It is very aromatic.
Boiling Time, etc,—The fires are made under the copper as soon as sufficient wort has been received to prevent danger of burning, and the wort boils by the time the copper is full or a little after. A few brewers adopt the method of stewing the wort in the copper, at about 155—160° F., if they do not regard the saccharification complete in the mash-tun.
In general it is assumed that the coagulation of the albumenoids is complete in two or three hours from commencement of boiling, according to the quality of the malt. During this period the boiling is kept up in a vigorous manner and then the fires are diminished, but the wort is kept just on the boil (101° C.) for from 2—9 hours longer.
Hops.—The quantity of hops used is very variable according to the locality of the brewery. Usually 1¼—I¾ lbs. per barrel are employed. Certain towns, Armentières, for example, use a larger proportion—2½—3 lbs. per barrel—while in Lille the quantity seldom falls below the I¾ lbs. The hops employed may be divided into two classes, the common qualities coming from the north of France and Belgium, and the finer qualities from Alsace and la Bourgoyne. The proportion of these fine hops used is from one-fifth to one-quarter of the total quantity used, but varies in each brewery.
Hopping is carried out in two or three stages. When conducted in two stages, the ordinary hops are put in two or three hours after the commencement of boiling, and the fine hops half-an-hour before turning out. When conducted in three stages, half of the coarse hops are put in one hour from start of boil, the other half after the expiration of another hour, and the fine hops as before—half-an-hour before turning out.
Fermentation.—The boiled wort after a certain amount of rest in the copper is sent to the coolers, when it remains for a time, then passes to the refrigerator, and from thence to the collecting squares, where it is pitched. The pitching temperature, which varies with the external temperature, is from 18—22° C. (64—71° F.), rarely more or less. The proportion of yeast used amounts to 1—1¼ lbs. of thin yeast per barrel, and the wort is well roused at pitching. The fermentation starts usually 4—6 hours after pitching, and the vigorous fermentation lasts 24—36 hours, according to the heat of the tun room. About 12 hours after the start of the fermentation the small tubs, which are already partly full of beer thrown out by the fermentation, are emptied into a small vat of about 3 hectolitres, where the dark coloured head is removed as it appears. After this care is taken to transfer only the beer which collects in the small tubs, leaving the yeast behind.
After 32—36 hours from pitching the beer is ready for topping up, which is done with the beer from the collecting vat, after a careful skimming. The yeast then continues to work out into the small tubs and topping up is continued in such a manner as to assist it as much as possible. In the Lille system instead of transfering the contents of the small tubs to a collecting vat, they are left till the time of filling up, and the contents well beaten up with a switch, and this mixture used for topping up.
When the yeast has ceased to come out of the casks, and the froth appears white, the tuns are topped up, and fined, either with prepared finings or in some cases still with ray skins. This throws up all impurities in a short time, and it only remains then to clean and top up the casks, which are then shived and sent to the consumer.
In some breweries, in place of the system of high fining, the beer is allowed to rest several days to complete the fermentation, and is sent out after bottom fining by means of Russian or Beluga isinglass, which, as in our system, settles as soon as the beer is allowed to rest. Some breweries which follow this plan find it expedient to fine in the consumer’s cellar. In general, the principle fermentation lasts 48 hours.
This is a general outline of the French top formentation system, and is followed in the majority of breweries, though there may be deviations in some.
The mashing system is devised to give the maximum palate fulness and sweetness with the malts employed, to compensate for the low gravity used and to obtain the largest possible extract. The absence of outside machines has, no doubt, led to the low striking heats, in order to prevent tho diastase of the first portions mashed being crippled by too great a heat. It is difficult to see the advantage of the long boiling, and it seems to be more due to established custom than any other reason.
With regard to the fermentation, it would at first sight appear to save much labour and waste, etc., to ferment in squares, but taking the personal experience of brewers who have tried this, it is not a success. By fermenting in cask and fining out, the yeast is removed before the attenuation has gone too far, the beers are cleaner in flavour, drink fuller, and are more saturated with gas. The only class of beers which can be worked in squares with success are the stronger ales, which approach more nearly to our own type, and in which the primary fermentation is carried lower.
The following are a few actual examples of brewing, kindly sent by the brewers themselves, giving particulars of the heats and quantities they commonly employ.
Brewery No. 1.
Malt.—African two-thirds. Beauce one-third. Maize 8 per cent.
Water.—From artesian well.
Mash with 1.8 barrels per quarter. Striking heat 160° F. Final mash heat 103° F. Duration of mashing one hour from infusion. One hour decoction. Boiling time six hours. Hops 2½ lbs. per barrel, of which 54 per cent, are old Spalt, 27½ per cent. Alsace and 27½ per cent. Poperinghe. One-third oz. tannin, ” Kendall,” and l½ ozs. hop equivalent. Ferment in casks 1¾ lbs. yeast per barrel.
Brewery No. 2.
Malt.—One-third Tunis. One-third Beauce winter barley and one third Beauce or country barley.
Water.—First boiled, 38 barrels per quarter for first mash, 28 barrels per quarter for second. Run off from 1,200 kilos., 36 hectolitres from the first mash, 39 from second, i.e. 2.5 barrels per quarter for first and 3 barrels for second.
Biere Blanche, not less than one and a-half hours’ hard boiling and one and a-half hours’ gently, make up with liquor if not to full length. Treated thus it works better than the brown beer, but the difference is not great. In this beer 6 lbs. glucose per barrel are used.
Brown beer, two hours’ hard boil and five hours less. 0.84 lb. hops per quarter malt, half Belgium and half Alsace. Ferment in casks with one pint of yeast per barrel; 28 hours after tunning the first topping up takes place. Top-up steadily during the next 24 hours, and fine 72 hours after tunning.
Brewery No. 3.
Malt.—Beauce, or country. Sugar, ½ lb. per barrel.
Mash heat 122° F. Final, 158—167° F, Infusion system. Time, two hours.
Boil 2 p.m.—2 a.m. 1¼ 1b. hops per barrel for running beers.
Ferment in casks. Pitch at 64—68° F. Half pint yeast per barrel.
Ferment three days.
Brewery No. 4.
Malt.—28 per cent. Beauce winter barley; 28 per cent. Beauce barley ; 37 per cent. African ; 7 per cent. rice. Water.—From artesian well through green sand.
Mash heat, 113—122° F. Final, 161° F. Rice and some malt cooked half-hour.
Sparge half-hour, at 113—122° F.; 20 minutes at 140° F.; and one hour at 161° F. Boil 5—6 hours. 0.96 Ib. hops per barrel, half Boeschyne and half Alsace. Ferments rapidly for 36 hours, then fine 84 hours from pitching.
Brewery No. 5.
Malt.—Tunis and local in equal parts. Sugar, 200 grams per hectolitre (0.72 lb. per barrel), added when topping-up to help work bottom yeast out. Water.—Chalky.
Striking heat, 140° F. Mash heat after underlet, 133° F. Malt and rice boiled quarter hour, then added to mash, raising temperature quickly to 167° F. Stand 1—14 hours, run to copper (fire) and boil 5 hours. The beer remains in the copper on the hops from 6 p.m.—4 a.m. 1.2 lb. hops per barrel, two-thirds Belgium of 1903 and one-third of Bourgoyne 1904. 5 — 10 grams tannic. High fermentation in casks, 0.45 lb. yeast per barrel. Ferment three days, and fine out of casks.
You will observe that no mention of priming is made in all these details of brewing, for one cannot consider sugar used during the primary fermentation in the nature of a priming. This is due to the fact that, until recently, the only sugars available were cane or glucose syrup; but we have recently introduced a special slowly fermentable priming which has met with the greatest success, and is being rapidly adopted by all the leading breweries. The use of priming after fermentation is exactly what these beers require, but it must not be too fermentable, or they kick up rapidly, and after a rapid fermentation soon turn acid; and there is no doubt that as soon as the law relating to the use of sugar is fixed, the employment of priming will largely increase.
Excise.—The original gravity of the beers is reckoned in degrees per hectolitre, corresponding to our pounds per barrel; and these degrees are equivalent to 10° specific gravity, so that a beer of 1,044 original gravity would equal 44 Excise degrees. For each of such degrees the brewer is charged 25 centimes, which is equivalent to 4·09d on 10° per barrel, or to 1s. 10½d. per standard barrel of 1,055 gravity. If he desires to use sugar “under inspection of the Excise,” he pays the same amount, but if he requires to use it without this inspection he must pay double duty.
Now, as to the beers themselves, these may be classed as follows:—
- Old Beer (Biere de Garde).—Purposely allowed to become acid, and at the same time acquiring a vinous flavour. This is brewed as described, and vatted for six months or longer; but if the supply runs short, it is always possible to satisfy the demand with a blend of new beer and returns. The taste for this is to be found in a few large towns, but it is decreasing. In Lille, for example, five years ago about 50 per cent, of the beer consumed was of this nature, but now it probably docs not exceed 20 per cent.
- Public-house (Cabaret) Beers.—Sold under the names of Palo Beer, Brown Beer, Young Beer, etc., and often under the name of the district from which it comes. These beers are drawn in the lower-class houses direct from the casks, in others by means of the usual beer-engine; but in nearly all better-class houses are retailed in bottle, being bottled on the premises as required. Judging from their condition they are not kept long, but it is sufficient to greatly increase their palate fulness, and to improve the flavour. These beers range in original gravity 1,030—1,045.
- Beers for Private Consumers.—Which are brewed about 10° higher original gravity, in order to enable them to keep better. Stouts are not yet brewed, and the little that is drunk is chiefly imported from this country, being obtained only at the better-class cafe’s, which are frequented by English residents. The import and octroi duties on this are very heavy, the total amount being, I believe, about 13s. per barrel, so that it is naturally expensive.
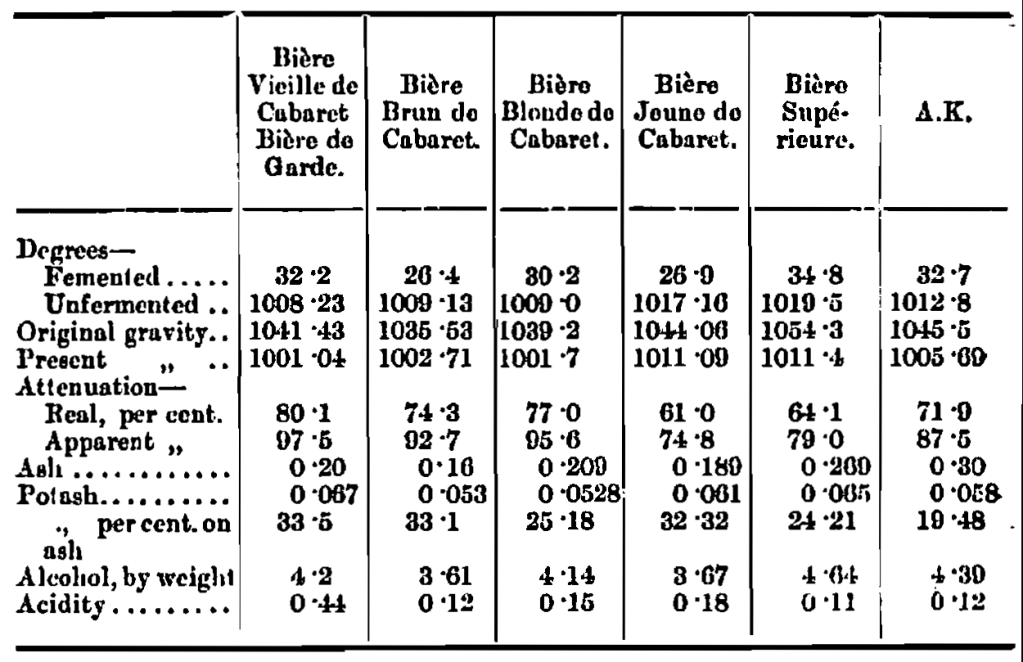
The following are the results of analysis of some typical beers of the various classes, with an English “A.K.” for comparison :-
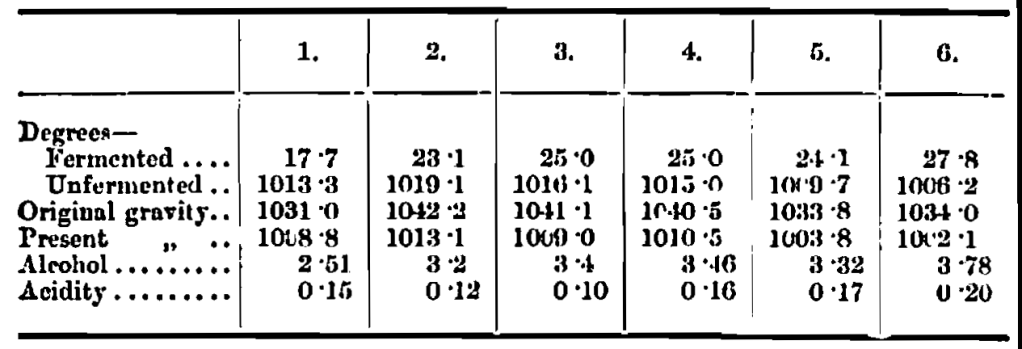
The following represent a series of six beers from one brewery as typical of the usual gravities, etc., employed :—
I have the pleasure to put before you some samples of barley, malt, hops and of the finished beers. The barleys sent by M. A. Harduin, of Busigny, Nord, represent the summer and winter barleys from the Champagne district, winter barley from Aisne, and barley from Gatenais and Africa.
The samples of malt have been sent by the firm of MM. L. Blondel and Watine, of Arras, who have most kindly supplied full details of their working and prices for comparison:—
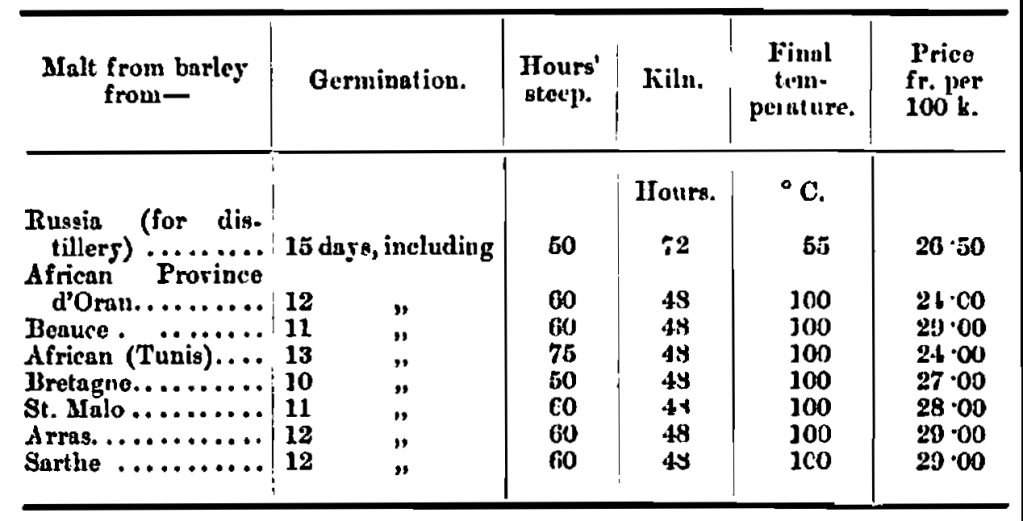
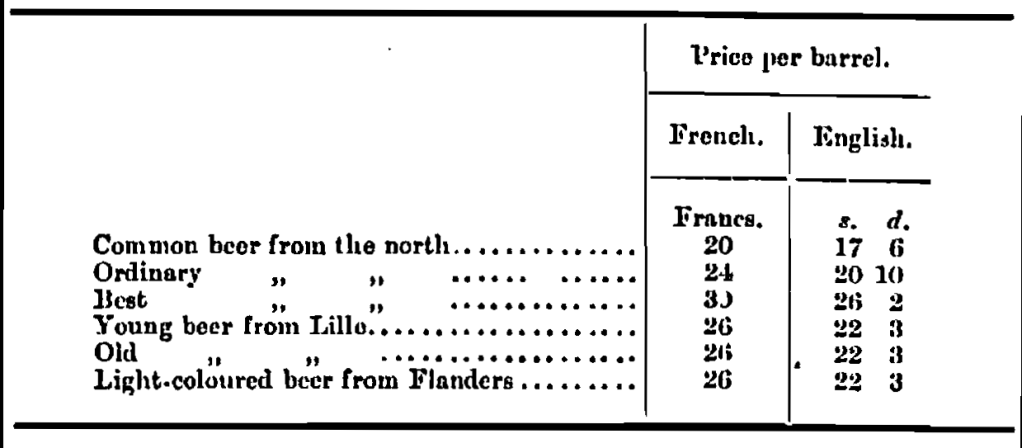
The price per 100 kilos, in francs multiplied by 1·22 will give price per standard quarter in shillings, reckoning 25 fr. = 20s. The hops are from Poperinghe and Bourgoyne. The samples of beer have been chosen as representative of the various types, and the prices are indicated on the labels to afford a means of comparison with English beers; these prices are in francs per barrel of approximately 33 gallons, and have been converted into shillings per standard barrel of 36 gallons.
Finally, I wish to heartily thank those brewers who have allowed me to visit their breweries and who have so kindly furnished the fullest details of their procedure, and to many others who have sent samples and information, and especially to M. Savoye-Godin, of Lille, for the help I have received in many ways.
Discussion.
Mr. Lones said, after examining the samples of beer, he did not think Mr. Evans would advocate the French methods of brewing, and thought that, on the whole, Englishmen would prefer the wines of France to the beers. He was surprised at the length of time occupied in boiling, but it did not seem to render the beers more stable. He would like to know the composition of the antiseptic spray used in the cellars. Could Mr. Evans tell them what the racking loss was with such a system of working?
Mr. Harris could not understand how it was that with the long boiling the beers were not of a very dark colour, he should have expected them of a much deeper than the samples shown. Were the coppers as deep in proportion as ours or were they more shallow, also where and when was the Excise dip taken?
The Chairman asked if much of the beer was raised and drawn by CO2 pressure. The figures given for the malts reminded him of the older English system, when many barleys were kept only 48 hours in the steep, and, after working on the floors, were loaded on the kiln very dry. The fermenting system also reminded him of the former London method, in which the beers were fined out of the trade casks, and he believed that sole-skins were, and might be now, used for this purpose as being more suitable than any form of isinglass. It was a matter of great importance in this system to fine exactly at the right time to get all the finings worked out. He should like to ask if any of the beers were Pasteurised.
Mr. Talbot asked what was the exact meaning of fining out of the cask, also had Mr. Evans examined any of the yeast at the breweries, and if so, what was its general appearance under the microscope.
Mr. De Bethman asked if the hops were boiled all the time when the boiling extended to 8—12 hours, and remarked that he believed cleaning chains of the pattern shown were used at Guinness’ brewery. Were there many mechanical cask cleansers in use in France, or was most of the work done by hand?
Mr. Evans, in reply to Mr. Lones, said that most of the sprays used were proprietary articles, one of which he believed consisted of the potassium salt of di-nitro-cresol. Many brewers also used a weak solution of bleaching powder, which was said to be very effective. He had not been able to find the reason of the long continued boiling, but it was an almost universal custom. He could not say what the racking loss would be, but probably large. The proportions of the coppers were approximately the same as here, but the cause of the relatively light colour of the wort might be due to the limited access of air. He believed the excise dip was taken in the copper immediately on completion of boiling. In reply to the Chairman, he did not know of any instance where top-fermentation beers in France were drawn by CO2 pressure, none of the samples shown them had been Pasteurised. In the fining out system, the finings were added before the primary fermentation was really finished, and after collecting together the yeast cells, etc., tho whole mass was expelled through the shive hole. It really was a means of leaving off at a higher final than otherwise possible. He had not time to examine any of the yeasts at the breweries. The hops were not boiled all the time. Most of the larger breweries possessed mechanical cask cleaners, but labour was so cheap that they were not often used.
