MEETING HELD AT THE MIDLAND HOTEL, MANCHESTER,
ON SATURDAY, APRIL 8th, 1905.
The following paper was read and discussed:—
The Yorkshire Stone Square System of Fermentation.
By T. A. Glendinning, F.I.C.
To an audience of Lancashire brewers little apology is necessary for presenting a short paper on the Yorkshire Stone Square System, or, as it might almost be called nowadays, the Slate Square System of Fermentation, which flourishes mainly in the counties of York and Lancaster.
Many of you have doubtless some acquaintance with the system, and are well able to enter into a discussion upon it, if not to speak authoritatively from personal experiences. The materials of which these vessels are constructed, and the manner of their construction, are of primary importance, but, as they require a chapter to themselves, I shall deal with this part of the subject on a future occasion.
The cleaning and maintenance of Yorkshire squares, a matter of particular concern to stone square brewers, was pretty fully considered in the Brewing Trade Review, 1903, pp. 292—294. (“The Cleaning and Maintenance of Yorkshire Stone Squares,” T. A. Glendinning.) In the present communication I shall only attempt to discuss the process of fermentation, and the collection, or tunning of worts. Before proceeding further, however, we must briefly glance at the sectional diagram of a square, since some of you, perhaps, are not familiar with the principles of the vessel.
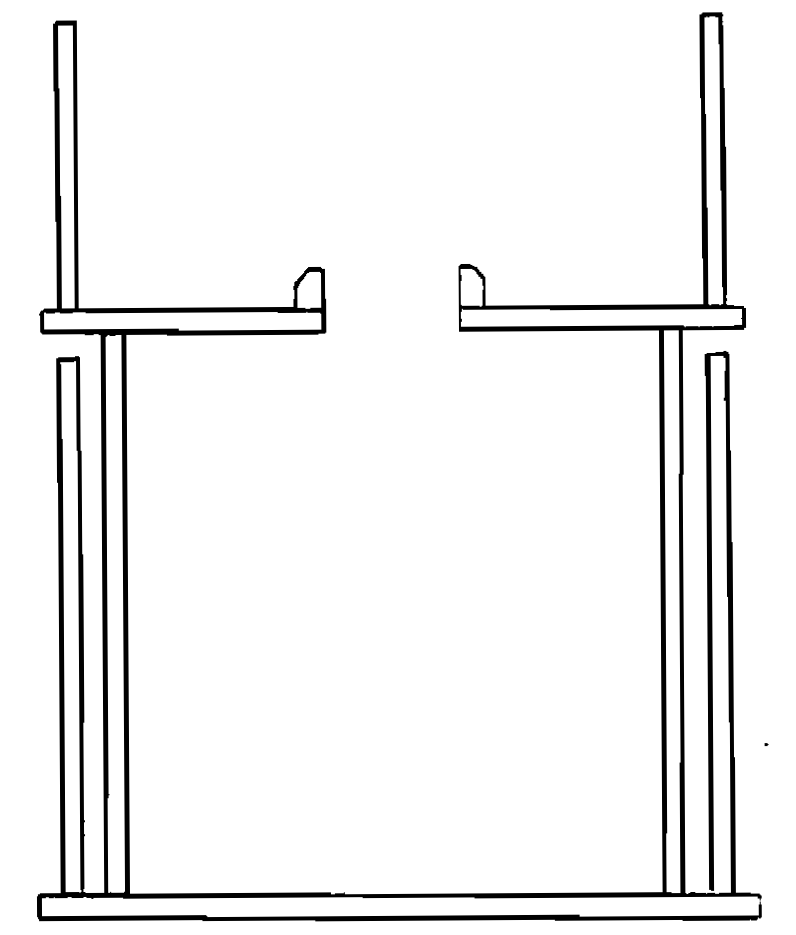
It consists of a lower back, covered by a fixed lid or diaphragm, and surmounted by an upper back for the yeast.
The lower vessel is either provided inside with metal attemperators, or is surrounded by a water jacket or “shell” between double walls.
In the latter case cooling is effected by outside circulation of water, which escapes at the top of the jacket by an overflow pipe, or the jacket is alternately filled and emptied, this latter operation being known as “casing.” In the centre of the diaphragm is a manhole surrounded by a circular curb, about 6 inches high. Two pipes pass through the diaphragm, viz., a long copper “organ pipe” which reaches within a few inches of the bottom of the lower square, and a side pipe passing obliquely through the side of the jacket for running off “back drink” and separation of yeast.
When a mechanical stand pump is used, a third short pipe is usually required to form a tail pipe for the pump. During pumping operations a quantity of fermenting wort is pumped from the lower to the upper vessel, and, after thoroughly mixing with the yeast head in the upper back, is allowed to return to the lower back through the organ pipe, which can be closed by a moveable valve. The yeast throws up through the manhole, the curb serving to hold back the pumped worts during rousing operations. There are generally two taps in the bottom, one for running off the bottoms, and one for emptying the water jacket or shell.
Racking is generally effected through a side tap, which passes through the jacket to the interior of the vessel, about 3 inches above the bottom.
TUNNING
Two different systems are followed, viz.:— (1) Filling squares from below. (2) Filling squares from above.
The two objects primarily aimed at in filling from below are to diminish frothing as much as possible; and, by utilising the racking mains for two purposes, to avoid the necessity for separate wort mains. It also secures ready admixture of worts in the case of multiple length brewings.
In earlier days, when each stone square was racked separately from its own tap, filling from above was necessary, and, as single coppers were then the rule, no question of admixture had to be considered.
As trade developed, larger coppers and bigger brews were required, which in turn necessitated filling several squares for a brewing. Hence, to secure regularity, it became necessary to rack a number of squares together, either by running to a common racking main, or to an intermediate racking or settling tank. It is now pretty generally the custom, so to arrange racking mains that any particular squares in a set can bo racked together, by opening their respective racking taps and keeping the other taps in the set closed. The same plan is, of course, followed when filling from below. There are, however, distinct objections to this system, and I always advocate, in preference, a separate set of wort mains quite distinct from racking mains. A little ingenuity in devising a system of wort mains may effect considerable saving in the amount of copper pipe required, particularly in small breweries. For example, if the squares are in series at opposite sides of a fermenting room, the individual squares generally occupy corresponding positions, consequently the same main, if portable, suffices for either side of the room, and can be transferred in sections as required, a few necessary special lengths and bends being kept on hand.
In this manner I have utilised one set of tunning mains for four distinct fermenting rooms.
The main is best made of drawn copper tubing (16 gauge), 3 inches diameter, tinned if preferred, though this is not essential, and constructed in sections fitted with union joints, which can be readily taken down for cleaning. In large breweries this is not so convenient as a permanent wort main for all the squares, and usually the better plan is to run a central tunning main down the room, with plenty of head clearance, and a union tap corresponding to each square. Branch pipes fitted to these taps convey worts to the squares.
Whatever plan be followed, the mains should invariably be constructed in sections of a convenient length, for taking to pieces, to allow of brushing through, and otherwise handling. I find 10-feet sections quite long enough, and a potash trough about this length usually accommodates any brewery pipes which require potashing.
Where tunning mains run closely over the squares, it suffices to attach a cotton hose to each tap, long enough to reach to the diaphragm. Such hose requires to be made of well-shrunk cotton, and amply long, because a certain amount of shrinkage always occurs at first, and the hose, if too short, swirls about and causes frothing.
When brewing in multiple lengths, either for party gyles, or other brewing considerations, it is essential for proper admixture of different copper worts that they shall run down to the bottom of the square, and hence some breweries adopt the practice of feeding direct into the lower back by means of a long rubber pipe passing through the manhole.
The contact of worts with rubber piping is very objectionable, and if it is desired to so run worts, copper piping should always be used. There is, however, no real necessity for feeding into the lower back, provided the organ pipe reaches within an inch or two of the bottom, and I have not found any special difficulty in obtaining proper admixture of worts by running direct into the upper back, and feeding the lower back through the organ pipe.
To provide for shrinkage during fermentation, and to keep the square well filled inside during cleansing, the copper length is adjusted to leave 2—4 inches of wort in the upper back, a considerable part of which shrinks away before skimming time is reached.
Any beer still remaining in the upper back at skimming time constitutes the “back drink” referred to later on.
PITCHING
The weighing out of pitching yeast should always be supervised by the brewer, and the yeast for each square weighed separately.
Irregularities in the attenuations of a set of squares all of the same brew may not infrequently be traced to guess work, or to rough and ready weighing.
The manner of yeasting is either to weigh out into a separate yeast tub for each square, and after mixing with some wort, to pour the mixture into the square, or to transfer the weighed yeast direct to the upper back, the organ pipe valve being closed meantime, and to mix it there with wort by the aid of a short rouser. Yeast should be weighed as short a time as possible before commencing to tun, especially in summer. It is a bad practice to allow yeast to stand about the square room in tubs, or to lie uncovered for any length of time in the upper back.
A plan sometimes followed is to run the first few barrels at a temperature about 10° higher than the “pitching” heat of the collected worts will be, so as to give the fermentation a good start, this being particularly useful in winter.
Just as in other fermenting systems, the first, dirty head is removed by hand skimmers, but this practice is by no means general.
PUMPING
The pumping of fermenting worts is carried out either by hand pumps, or by mechanical pumps, the latter being mainly confined to the largest stone square breweries.
The simplest hand appliance is an ordinary lift pump, and consists of a 3-inch copper tube about 6 feet long, which passes into the manhole, joined at the upper end to a wider metal tube which forms the barrel for a clack-valve piston attached to an iron rod, and provided with a convenient handle.
A convenient form of hand pump is the rotary, mounted upon wheels for conveniently moving from one square to another. A long copper suction tube dips to the bottom of the square, the wort being taken into the tube a few inches above the bottom, and a short delivery tube, provided with a flattened nozzle, sprays the liquid over the yeast head. Instead of the long organ pipe a short pipe 1½—2 feet long returns wort to the lower back.
The single lift pump is also a convenient form for the mechanical pump to take. In this case, however, the pump barrel is a stout brass tube rather taller than the upper back, which screws rigidly into a socket let into the diaphragm, a tail pipe about 18 inches long being attached to the socket on the underside. These pumps are driven by overhead gearing, the pump rods being attached or detached at will by a simple contrivance such as a jointed arm, the attachment being made by a pin passing through corresponding eyelets in pump-rod and arm. There are other and more elaborate forms of pumps, but the ones mentioned are quite effective, and generally used.
Pumping generally commences 24—36 hours from collection, or it may be delayed until the forty-eighth hour, with a certain amount of rousing between the thirty-sixth and forty-eighth hours.
The return pipe plug is first closed, and fermenting wort pumped from the lower back to the upper back. When using the hand lift pump, after about 4 inches have been pumped on to the diaphragm, it is vigorously “plunged” from each corner in turn, to thoroughly mix in the yeast head; the plug is then withdrawn, and the mixture allowed to run down again. This operation is repeated a second time. With mechanical pumps the wort is raised well above the level of the upper back, and distributed over a flange at the top edge of the pump; plunging is, therefore, not so necessary, and a thorough mixing in the upper back with a rouser suffices, or pumping is continued until the fermenting wort flows over the curb into the lower back. The period of pumping is about 10 minutes, and takes place at intervals of 2—4 hours, but it is quite possible to do too much in this respect, especially with mechanical pumps. The stimulating effect of pumping makes itself very evident by the manner in which the yeast head rises and increases in firmness almost immediately afterwards. Thin heads, and badly rising heads, usually indicate faulty wort composition, weak yeast, or both.
SKIMMING
After the final pumping, the pump is removed from the square, the valve closed, either at once, or after a short stand, and after a lapse of 6—8 hours’ time to allow the beer to settle out of the yeast, the “back drink” or “over-measure”, is run off (by carefully unscrewing the grooved plug) through the side pipe into a cask, or other convenient vessel. The yeast may then be removed either through the side pipe, or skimmed out of the upper back by hand into yeast trolleys.
In the former method the yeast removal goes on automatically as it rises over the curb, and it may be collected below for store purposes as long as desired—the surplus being sent to press or washed away. In the latter method it is usual to skim out at the end of 6 hours, and again 6 hours after that, a final skimming taking place 24 hours later.
There is, however, considerable diversity of procedure in skimming, which is regulated to a great extent by the amount of attenuation taking place between stopping pumps and final attenuation. For example, where pumping is continued to a gravity which is within a pound or so of racking gravity, practically all the yeast can be taken off at one time, but where there is a decrease of several pounds gravity after taking out pumps, yeast continues to be thrown up for some considerable time, and skimming, consequently, is spread over a longer period. In any case the brewer has a pretty wide selection of yeast for pitching purposes, and it is surprising to find the statement sometimes made that lack of choice in this respect constitutes a drawback to stone square brewing. Cleansing through the manhole may continue for 12—20 hours after reaching “stopping gravity” on the quick system, and for 6 or 8 hours at least on the slow system. Drainage in the upper back tends to make the yeast solid, and the very fact that the stone square is really a cleansing system, in which the yeast head is thrown out of contact with the bulk of the gyle, makes it essentially a good one for store yeast selection if taken advantage of in a proper manner.
BACK DRINK.
The proper treatment of back drink is an important one, to which insufficient attention is usually given. The methods used may be considered as follows :—
1. It is run off at skimming time into casks, which are set up on stillions and cleansed with bright beer by means of swan necks and funnels. Unless the casks are kept well filled up it cannot be worked out clean, and will be full of yeast at racking time. For a similar reason the casks must not be kept in too cold a place, or the yeast is apt to settle out at the bottom instead of working out of the swan neck. Trade casks should on no account be used for cleansing, but a set of union casks should be reserved for the purpose, and always thoroughly scalded, steamed out, and dried before use. Back drink may also be run off into a covered tub or into a small slate or cast-iron vessel, and the yeast which rises to the surface skimmed off from time to time. Whichever plan be adopted, it is advisable to fine back drink before blending.
2. Some of the fermenting beer is pumped from the lower square into a tub at skimming time, until the level of the gyle falls just below the diaphragm. This can be judged by feeling the surface with a light float or rouser. After skimming out the yeast this beer is returned to the square, and when the time for a second skimming arrives, if it has not meantime been absorbed into the lower back, it is run off as back drink, and treated as above.
3. Back drink is dispensed with altogether by arranging for such a length at tunning that the worts left in the upper back have been entirely absorbed into the lower back through shrinkage when skimming time is reached. The exact amount of length necessary varies according to the capacity of the square and the gravity of the wort, since strong beers require a greater allowance than weak beers, and larger vessels than small ones.
Objections have been raised against this plan of avoiding production of back drink, on the ground that gyles cannot be properly cleansed. Experience, however, proves that they can, provided the necessary skimming of the gyle is carried out carefully, thoroughly, and frequently. At the time yeast ceases to rise through the manhole, the surface of the beer has fallen an inch or more below the diaphragm, and if a shallow fish-plate skimmer is passed round underneath it will be found quite practicable to clean the surface from the small amount of residual yeast which subsequently rises. A thin blanket left finally upon the beer is no more undesirable than in an open vessel, and serves the same purpose, and I find that breweries which adopt this practice in place of back drink cleansing out, can obtain satisfactory racking samples, and do not necessarily produce an undue amount of slummage. Personally I prefer to avoid back drink if possible, and to cleanse out, if so desired, by filling up the square with bright beer, for which purpose an Excise indulgence is necessary.
One point I would most emphatically emphasise, which is, that if filling up is practised at all, it must be done efficiently, because unless the lower back is kept quite full there is a constant collection of gas under the diaphragm, which in escaping through the manhole causes vigorous bubbling and keeps the beer in a state of disturbance just when it should be as quiescent as possible. To get over this trouble a hole, of about 1 inch diameter, may be bored through the diaphragm at its highest point, to act as a vent for CO2. Care must be taken to keep such vents clean by brushing well when the square is cleaned. In a word, then, if filling up is indifferently or erratically performed it is better loft alone, or it may do more harm than good.
With the object of facilitating flow of yeast, it has been suggested to slope the diaphragm towards the manhole.
This means, of course, a corresponding alteration in the shape of side slabs and the bevelling of sundry surfaces, which all add to the cost of the square, with very doubtful advantages and a greater liability to faulty joints.
Another suggestion is to introduce a round metal cylinder into the manhole after skimming. This is gradually caused to sink by means of a counterpoise weight, or by pouring water into it, and keeps up the beer level. The use of such appliances cannot be recommended for several reasons, mostly obvious.
THE FERMENTATION
The popular impression is that the stone square fermentation is essentially a slow one, but this is by no means the case, as there are a diversity of rates in different breweries, ranging between a very slow one and a speed practically as quick as the Scotch system, and the yeasts produced are typically “slow” and “quick” respectively. I do not mean, of course, that such essential differences of type are produced as between Saaz and Frohberg, for instance, but the two yeast characteristics are pronounced and well maintained under given conditions, although by altering these conditions their characteristics may be considerably modified. The most marked characteristic of slow yeast is that very little attenuation takes place between stopping the pumps, or stopping gravity and racking gravity, so that pumping must be continued until the attenuation is within 1 to 1½ lb. of the final. The quick yeast, on the other hand, gives a run of 3, 4, or even 5 lbs. after pumping ceases. It is evident, then, that pumping can be more carefully regulated for slow than for quick yeast, and that racking gravities are also more under control.
I have already stated that the stone square yeast characteristics are capable of considerable modification, and there are breweries working on the slow system which regularly obtain a change of yeast of quick fermentation character, with perfectly satisfactory results.
A slow yeast, however, appears to retain its character rather more persistently when transferred to the opposite system of fermentation.
Apart from the influence of yeast tendencies, the following factors must be considered:—
INFLUENCE OF PITCHING HEAT
Generally speaking, the range of heats is from 60—68 or 70° F., but in winter time worts have to be pitched some 2, 3, or even 4° higher, because of the cooling effects of the slate. When attemperating coils take the place of shells, heats are much more under control, since warm water can be circulated until the temperature begins to rise naturally, and, in stone vessels with outer shells, “casing” with warm water may be resorted to, but slate does not permit of this, owing to its liability to fracture.
In summer, pitching heats as low as 58—59° are adopted, and the casing water from the previous brew is left in the shell after racking until the vessel is cleaned, so that the walls may be kept as cool as possible, and the use of an unduly large amount of attemporating water avoided. The difference of a degree either way in the pitching temperature has a very tangible effect upon fermentation speed, especially in warm weather, because of its influence upon the early stages of fermentation.
INFLUENCE OF YEAST RATE
Variation in yeast rate makes itself felt in a similar manner, and, as the amount of yeast ranges from ¾ lb. or ½ lb. per barrel to 2½ or 3 lbs. per barrel, you will see that a pretty wide scope is offered. I much prefer to avoid high pitching heats, and to make up for any retarding influence of the lower temperature by a more liberal yeast rate. Thus, 1½—2 lbs. yeast pitched at 60° F. is preferable to ¾—1 lb. pitched at 63 or 64° F.
INFLUENCE OF PUMPING AND ROUSING
As already stated, the period at which pumping commences varies between 24—48 hours from collection—early pumping being the rule in fermentations on the quick system and late pumping on the slow system.
The usual effect of lengthening this period is to retard, and of shortening it to stimulate fermentation speed, though this has not invariably proved to be the case.
The same remarks apply to the intervals adopted, whether 2, 3, or 4 hours respectively. It is found possible in some breweries, for example, to change from 24 to 36 hours before pumping commences, or to change the intervals from 2 to 4 hours, without any appreciable effect on attenuation. On the other hand, it is impossible in many breweries to obtain normal attenuations unless their particular system is rigidly adhered to in this respect.
Considering, then, the merits of slow and quick systems of stone square fermentation, the former undoubtedly tends to produce a clean healthy yeast and sound beers, but the protracted contact of yeast with the beer gives, in my opinion, a distinct “tack”, which is strongly objected to in some districts, and, if pronounced, becomes a yeast bite. When working on the quick system, a big drop in attenuation after “stopping gravity” is reached should be avoided as far as possible, because it naturally limits the amount of pumping allowable, and generally demands a more extravagant use of attemperating water.
Generally speaking, a low pitching heat, with slow fermentation, conduce to fulness and sweetness; a high pitching heat, and rapid fermentation to dryness of palate, and an “overworked” character of beer. For stock pale ales I advise a moderately slow fermentation, but for the ordinary run of beers a medium speed is best.
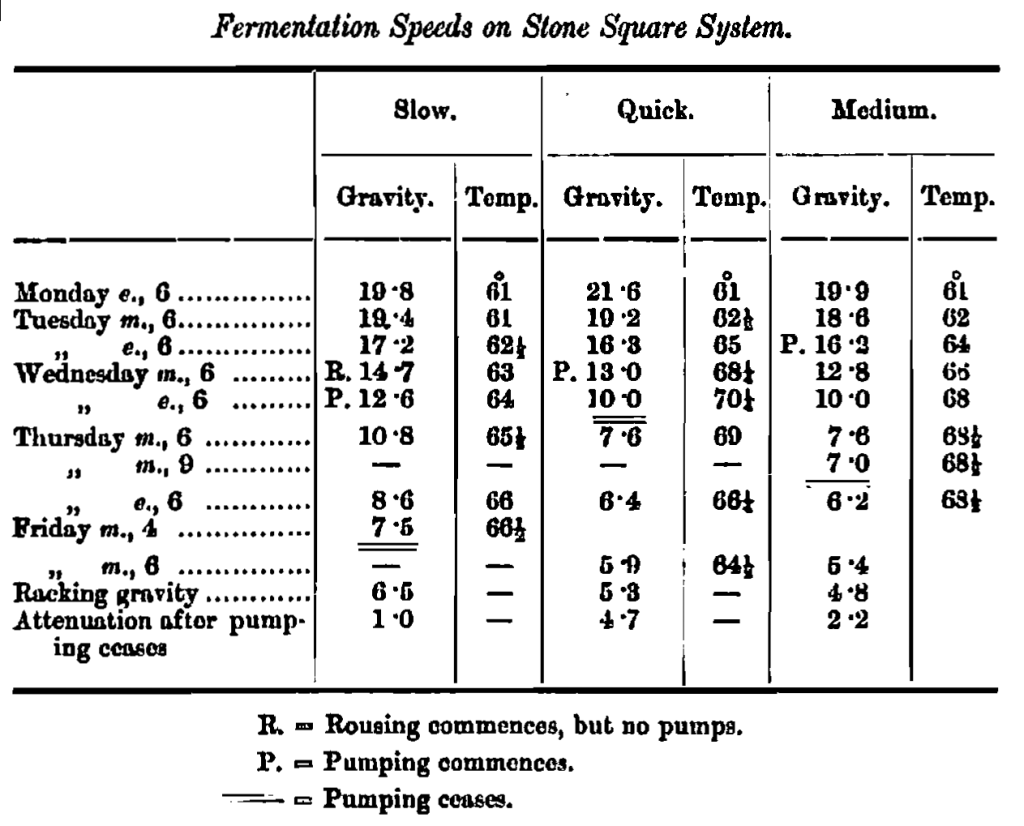
The accompanying table gives examples illustrating the manner in which fermentation speeds may be expected to vary on slow, quick, and medium systems respectively. These worts are supposed to be collected Monday evening at six o’clock. The differences in the amount of pumping which the fermentations receive, time at which skimming takes place, and amount of attenuation between stopping gravities and racking gravities respectively should be noted. Whereas, in the quick fermentation, skimming would begin Wednesday mid-night, in the slow fermentation yeast is not removed until Friday towards noon, and in the example of medium speed, on Thursday afternoon. If set out in the form of curves, the differences .are striking, particularly between the time when pumping ceases and racking takes place.
DISCUSSION
The Chairman remarked that the paper was a very interesting and practical one. He had visited certain breweries where the stone square system was in operation, and found the beers were very palatable and good conditioned. Referring to the racking gravities alluded to by the author, he considered that a racking gravity of 6*5 on a beer of nearly 20 lbs. on the “slow” system was very high. He had in mind one brewery whore they had had experience of this system, and ho should say they had gone to a great deal of unnecessary trouble, because he thought that equal, if not better, results could be obtained, with less trouble, by the open system of fermentation. He should be glad if Mr. Glendinning would mention the advantages to be gained from this system to compensate for the trouble of manipulation. Personally, he felt he should always have a great concern or uneasiness for the cleanliness of the vats under the closed-in square conditions, whereas the open vessels could at any time be easily inspected by anyone. With regard to the difficulty of acclimatizing quick yeast to a slow system, he said he had had a large experience in this matter, and he offered the advice that the best thing to do was to try and obtain a yeast that was suitable to their particular style of brewing, be it fast or slow.
Mr. R. Whitaker asked what size of Yorkshire square the author favoured—a 40 or 80-barrel square, or oven larger than that; also if any proper proportions should be observed in the building.
Mr. Manley enquired which beer the author considered the most successful (that which the public liked best) that brewed from the quick, slow, or medium system.
Mr. Leach asked if it was not possible to clean the squares with hot water.
The author replied to these interrogations, and first alluding to the Chairman’s opinion that the racking gravity on the slow system was high, admitted that, as a rule, it was higher on the slow than on the quick system. It must, however, be understood that there was no hard and fast rule with regard to stone square brewing; numerous variations had been introduced. As to the difficulty in changing yeasts, they should always endeavour to procure their changes of yeast from breweries working on practically the same lines as themselves.
In reply to Mr. Whitaker’s query as to the size of the square, he would say that there was a limit in size. He did not think a square larger than a capacity of 70 barrels could be conveniently worked. That, in fact, was the largest size he had seen worked conveniently, and they must remember that the size of the slabs had to be taken into consideration. The sides and bottom of the old stone square were made out of one slab each, but in the slate square of to-day two slabs were needed for the sides and two for the bottom. He believed squares of 100 or 120 barrels had been erected, with two manholes, but he did not think these had turned out successfully, whereas a square of 70 barrels could be worked very well indeed. He found a 50-barrol square a most excellent vessel. To come down to 27 or 20 barrels, however, entailed a lot of labour, besides which temperatures were not so well maintained. Then, again, proportion should be observed in the building of a square. It should not be too deep. If it had a depth of 6 feet, or 6 feet 2 inches, it was quite deep enough; to some extent, the amount of available space was a factor in deciding the shape of a square. He had seen stone “squares” which were very oblong in shape, but this was not desirable; they were preferably square. He emphasised the importance of the squares being kept scrupulously clean. Ho had always made it a point of going into every vessel he had to deal with, and examining it before it was filled. Too many thought it was sufficient to simply wash the vessel month after month, and, at the expiration of 12 months, to put in masons to remove the deposit or scale from the slate; that, however, was altogether wrong, for the surface of a slate vessel, being impervious, could be kept almost as clean as glass.
In answer to Mr. Leach on this point, he might say that they could not clean the vessels by scalding; they had to be cleaned with alkaline disinfectants In his opinion, too, much reliance could be attached to what was called “scalding” a vessel, for, if in a wooden vessel unsoundness had penetrated into the timber, it was found both with casks and with fermenting vats that a long contact with hot water was necessary to obtain anything like sterilisation. A slate square, as he had said, could be kept perfectly clean by the use of alkaline disinfectants and sulphurous acid gas. The advantages to be derived from stone square brewing were fulness and rapid conditioning. He did not know any other system in which the beers got into condition so well, and he thought it was generally conceded that the beers from this system tasted 1 1b. heavier than from any other system.
Mr. Manley had asked which beer of the three—that brewed on the quick, slow, or medium system—gave the best flavour, .and he could only reply that this was a matter of opinion. Every district had its own flavour. If they brewed beer for a district where the slow fermentation obtained, and suddenly started running quick fermentations, thus giving a different flavour, customers would, no doubt, complain, and naturally so, although the beer supplied might be as good, or better, than that which they had been accustomed to drink.
Mr. A. Bennett, in proposing a hearty vote of thanks to Mr. Glendinning, said a peculiarity he had noticed about beers brewed on the stone square system was that they were saturated with gas. In one case a vent peg had to be put into the casks before the beer would run out, and yet the glass of beer was full of condition. He thought the beers got into condition very quickly. Concluding, he asked them to accord Mr. Glendinning a cordial vote of thanks for his interesting paper, and said that although there were not many present who had worked on the stone square system, they would all understand what that system was by what they heard from Mr. Glendinning.
Mr. Slowcock seconded the motion, and enquired if the types of the worts in the fermentations they had had illustrated were the same. The vote of thanks having been carried, Mr. Glendinning thanked the Members, and alluded to the point raised by Mr. Slowcock, and said in the cases before them the types of wort were similar; in fact, considerable variations in the percentage of sugar had only a very limited influence upon the main characteristics which he had emphasised in the fermentations before them.
