JOURNAL of the INSTITUTE of BREWING
USE OF GREEN MALT IN BREWING
by S. R. Duff, M.A., M.Sc, D.Phil., A.R.I.C. (Arthur Guinness Son & Co. (Dublin), Ltd.)
Received 2nd February, 1963
Experiments are described in which green, un-kilned malt was used for brewing stout. These indicate that an acceptable potable beer can be produced from this material. The yield of extract from green malt, which is sensitive to the milling procedure employed, can be made to equal that from the kilned malt by using a suitable mill.
Introduction
The kilning process in malting is expensive, and is certainly wasteful in that moisture driven off in the drying process must be added again at mashing in the subsequent brewing process. In addition, where large quantities of adjuncts are used, the loss of enzymic activity during kilning is a disadvantage. The chief advantage of kilning is that it yields a stable product which canreadily be stored, and at the same time it is generally considered that certain of the biochemical changes such as reduction in amino acids and coagulation of protein1 are helpful to the brewer.
Kilning also facilitates the removal of the malt rootlets or culms, which have been considered to impair the flavour of beer.8
With the advent of continuous brewing and continuous malting, it is apparent that when the two processes are mated—obviating the need for malt storage and consequently in this respect the need for kilning—omission of the kilning stage would result in savings in running and capital costs.
Experiments have therefore been carried out investigating the use of green malt in the brewing process, and examining the quality of the beers produced from it. Attempts to utilize the high enzymic activity of green malt for securing the maximum extraction of carbohydrate from raw cereals have been reported,4 but no details of the composition of the grists have been given.
Experimental
All experimental brewings were carried out in a miniature brewery,8 producing in each brew 5 litres of wort of O.G. 1047. Roasted barley formed approximately 9% of the grist on the basis of dry weight in every case, and a typical Fuggles hop was used at a level sufficient to yield a beer of approximately 55 p.p.m. isohumulones (measured by the Brenner method).
Initial experiments with green malt were made with a 1961 Proctor malt, a 1961 Beorna malt being used as a control. The analyses of these malts are given in Table I.

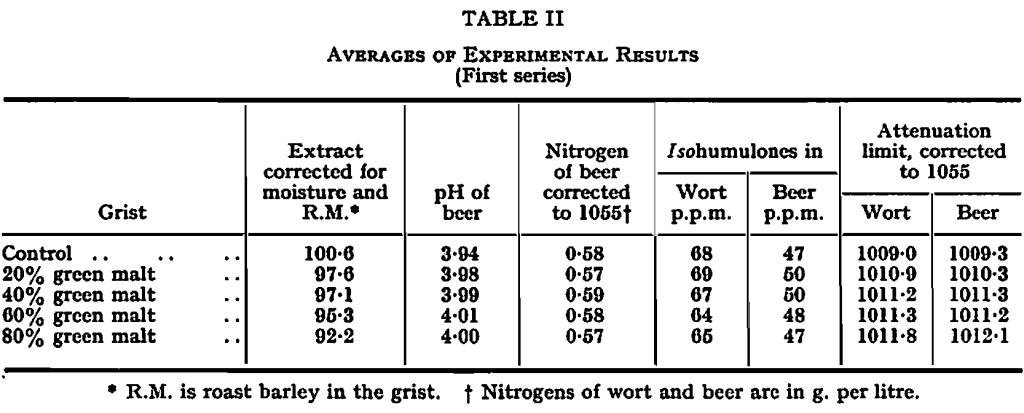
Experimental brewings were made with a grist containing 20%, 40%, 60% and 80% green malt, and 9% roast barley. A roller mill was used to grind the grist, and, not unexpectedly, some difficulty was experienced with the green malt, which tended to be crushed rather than ground. There were four replications of each treatment, arranged in a balanced incomplete block design. The averaged experimental results, with the means adjusted for block differences, are given in Table II. The results in Table II show an almost linear decrease of 0.96 brewer’s 1b. per Qtr. for each additional 10% green malt on a basis of dry weight, and the rise in attenuation limit with the % of added green malt is also significant, and in each case is of the order of 0.35° per 10% added green malt.
Comparison of the analytical figures for the Proctor malt given in Table I, particularly the % of coarse-grind extract on fine-grind extract, and observation of the behaviour of green malt in a roller mill, indicated that the extract from green malt is susceptible to great variation, depending on the grind obtained.
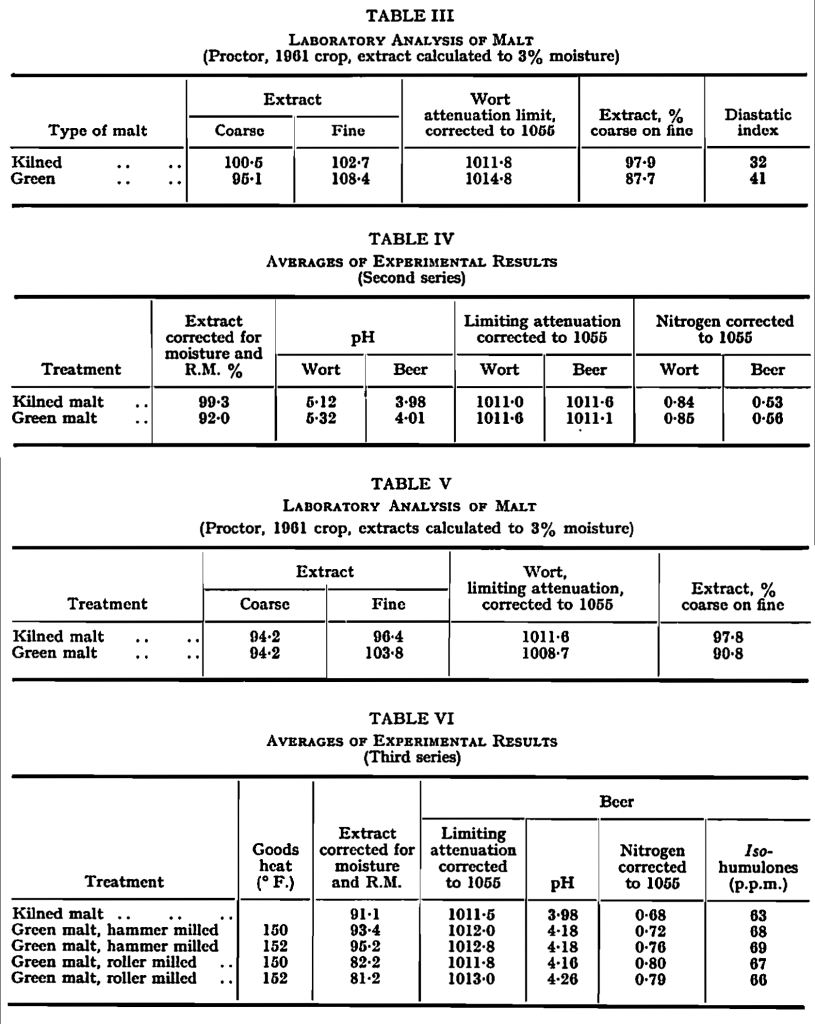
A further experiment was therefore carried out, using a 1961 crop Proctor malt to provide both the dried malt control and the green malt. Two levels of goods heat, 150° F. and 152° F., were investigated in view of the variation in attenuation limit noted in the first experiment. There were two replications of each treatment, each with 9.2% of roast barley in the grist. The malt analyses are given in Table III, and the brewing results in Table IV. As it was found that there was no significant difference due to goods heat, nor any significant interaction between grist and goods heat, both goods heats are bulked in Table IV to give the averages of four replications for each grist.
As in the previous experiments there was a significant decrease in extract. Whereas this decrease was 0.96 lb. per Qtr. in the previous experiment, it was in this case about 0.72 lb. per Qtr. per 10% of green malt in the grist. In the case of the green malt, beers were obtained having significantly lower limiting attenuation than that from the control kilned malt. It appears therefore that, with Proctor malt at this level of limiting attenuation, the green malt will give beer with a slightly lower limiting attenuation than those from the same malt kilned in a normal manner.
The only significant difference in pH and nitrogen is that the pH of the control wort is lower than that of the green malt wort.
The control and experimental beers were tasted by a routine tasting panel. This assessment indicated that satisfactory, potable beers had been obtained from the green malt, though differences in flavour between the control and experimental beers could be discerned. It was apparent, therefore, that green malt would form a suitable brewing material, though the extract might be low.
As the poor extract in the above experiments was clearly due to the difficulty inadequately grinding the green malt in a roller mill, a further experiment was undertaken to compare the effectiveness of a roller and a hammer mill in grinding green malt. The grists were mashed at two levels of goods heat. There were four replications of each treatment. The laboratory analysis of the malt is given in Table V and the brewing results are given in Table VI.
The differences in extract between grists prepared in the two types of mill are statistically significant. The difference in extract between the dried malt grist and the green malt ground in the hammer mill is not statistically significant, and indicates that a satisfactory level of extract from green malt can be obtained by using this type of mill. The pH and nitrogen of beer from the green malt grists are all significantly higher than those from the dried malt, in line with the previous experiments, and the results reported by MacWilham.4 The differences in limiting attenuation are significant at the two levels of goods heat, the lower goods heat producing figures comparable with the dried malt.
No difficulty was experienced in running the mash tuns containing finely-ground green malt.
Conclusions
The experiments described above indicate that beers of almost identical analysis can be obtained from green malt and dried malt. The extract from green malt can be made to equal and possibly exceed that from dried malt by using a hammer mill to grind the green malt. As our chief interest in this brewery is in stout, the experiments describe brewings of this type of beer, but we see no reason why the use of green malt should not be applicable to other types of beer, such as ales, lagers, etc., subject to the obvious modifications used in brewing such beers. Tasting trials indicate that an acceptable potable beer can be obtained from green malt.
Acknowledgements.—The author wishes to thank Mr. H. Kavanagh for his technical assistance, Mr. A. V. Vincent for statistical design and analysis of the experiments, and the Directors of Arthur Guinness Son & Co. (Dublin), Ltd., for permission to publish this work.
References
1. de Clerck, J.. A Textbook of Brewing. Vol. 1. London: Chapman & Hall, Ltd., 1957, p. 184.
2. de Clerck, J., ibid., p. 214.
3. Hudson, L. E., Wallerstein Lab. Commun. 1958, 21, 186.
4. MacWilliam, I. C, this Journal, 1962, 226.
Note added in proof, 25.4.63: W. P. K. Findlay {Brewers’ J., Mar., 1963, 136) reports work by Dr. Hudson on the use of green malt. It was found that, using a Pascall mill, a satisfactory green malt grist could be prepared and, from it, beers with normal flavours were obtained; it is suggested that green malt is suitable for use with unmalted adjunct requiring a high diastatic malt. This work is further briefly reviewed in the B.I.R.F. Annual Report (this Journal, 1963, 62).
