BREWING INDUSTRY RESEARCH FOUNDATION
USE OF UNMALTED WHEAT FLOUR IN BREWING
by S. E. Birtwistle, B.Sc, J. R. Hudson, Ph.D., F.R.I.C., and I. C. MacWilliam, Ph.D.
(Brewing Industry Research Foundation, Nutfield, Surrey)
Received 7th June, 1962
Worts prepared from grists containing 25% of commercial flour made from soft wheat proved satisfactory in respect of both yield of extract and fermentability. On fermentation they gave beers which compared well with commercial pale ales with respect to flavour; they were markedly superior in respect of shelf-life and head retention to control beers brewed from all-malt grists under comparable conditions.
Introduction
In the course of a study of the quality of worts produced using a variety of adjuncts it was found that, in the laboratory, adequate recoveries of carbohydrate could be obtained from grists containing up to 50% of wheat flour in admixture with pale ale malt.1 Trials have now been made on the pilot brewery scale, and the properties of worts and beers brewed with relatively large proportions of wheat flour have been examined.
By the process known in the milling industry as “air-classification,” flour made from English soft wheat is readily separated into fractions which are enriched in respect of either nitrogenous constituents or carbohydrates. In this way, classified flours containing 0-6 to 0-9% of nitrogen are obtainable as compared with the normal range of nitrogen contents in commercial flours of1-2 to l-9%. For the present investigations, three parent flours containing 1-5%, 1-0% and 1-19% of nitrogen and the corresponding classified flours containing 1-0%, 0-38% and 0-7% of nitrogen were employed. Of the parent flours, two were selected on the basis of their low content of nitrogen and are referred to as “selected flours.” These flours contained about 93% of starch on a dry basis, and when used they contained about 15% of moisture.
Experimental and Discussion
Laboratory Studies
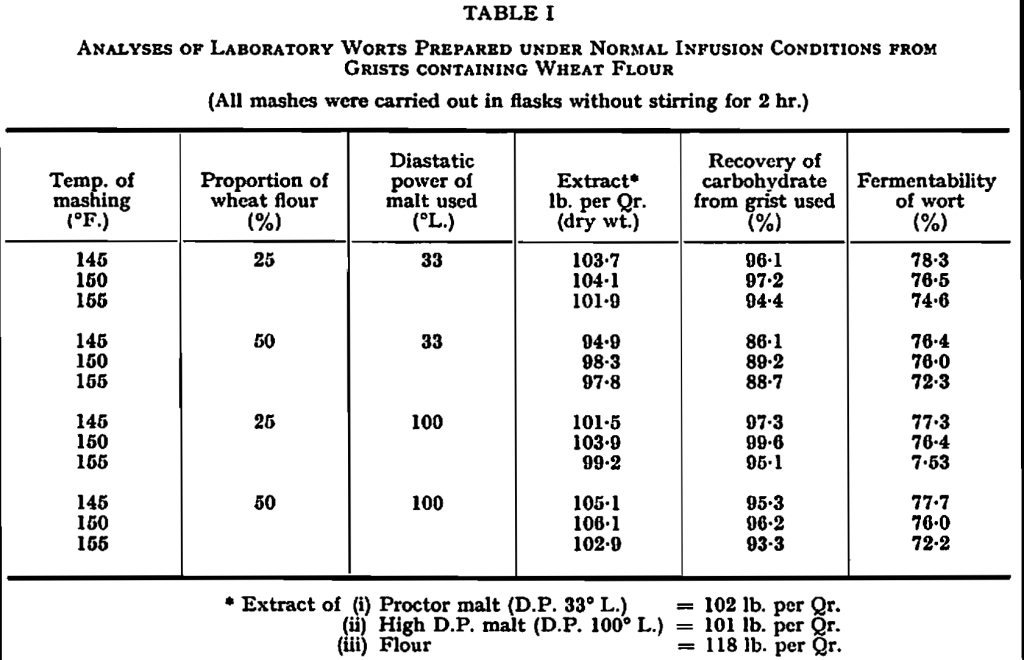
The earlier findings were supplemented by further laboratory studies1 of the behavior of a parent wheat flour (1% nitrogen) under varying conditions of mashing temperature and composition of the grist, and the effect of several physical treatments—e.g., pregelatinization, stirring and heating under pressure—were investigated. The salient results (Table I and II) show that:—
(a) The highest yields of extract were obtained at 65-5° C. (150° F.).
(b) As with all-malt grists, worts produced at relatively low mashing temperatures contained proportionately more fermentable sugars than those produced at high temperatures.
(c) The use of malts of very high diastatic power improved the yield of extract. However, in the case of grists containing 25% of wheat flour, which for the most part gave sufficient yields of extract, this improvement was relatively unimportant, while for grists containing 50% of wheat flour, where recoveries of carbohydrate were usually low, it was scarcely adequate.
(d) Stirring the mash, presoaking the flour or gelatinization of the flour in the presence of a portion of the malt to be used in the mash, brought about a substantial improvement in recovery of carbohydrate in grists containing 50% of wheat flour. On the other hand, autoclaving of the wheat flour alone prior to mashing brought about a lesser improvement.

Brewery Trials
Because no difficulties had been encountered in the laboratory trials with grists containing 25% of wheat flour, attention was first focussed on such grists in the brewery trials. The flour was therefore mixed with three times its own weight of Proctor malt (D.P. 33° L.) prior to mashing at 150° F. using a liquor:grist ratio of 2-4 brl. per Qtr. After standing for 1½ hr., sparging was commenced and continued for 3 hr. at such rate that the overall liquor:grist ratio was 6-3 brl. per Qtr.
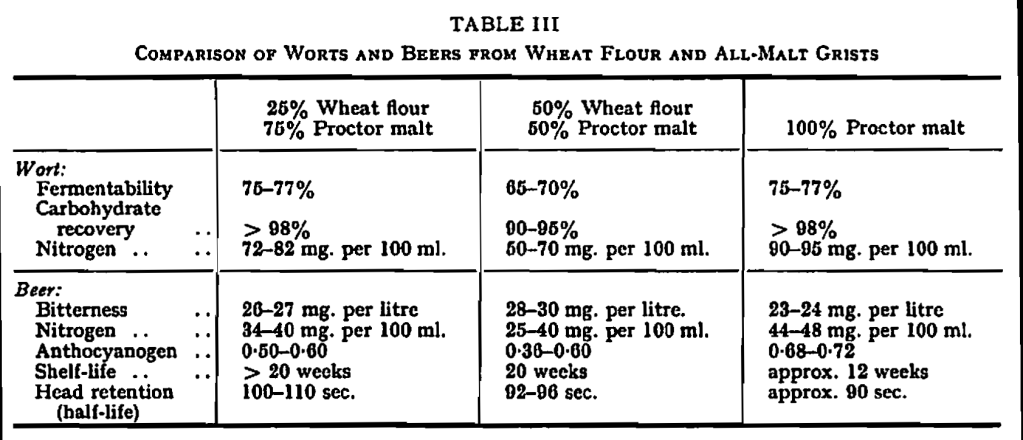
When the parent flour containing relatively high nitrogen (1-5%) was used, some difficulty was encountered in running off, so that the yield of extract was considerably below that expected. However, when the classified flour (1% nitrogen) prepared from the above flour or selected flours (1-0% and 1-2% nitrogen) as well as their respective classified flours (0-38% and 0-7% nitrogen) were brewed as 26% of the grist, no difficulties were encountered in sparging and running off, and recoveries of carbohydrate were virtually complete (98%). Furthermore, the degree of conversion achieved in the mash tun was satisfactory (wort fermentability, 75%) and fermentations were normal, giving beers which were free from any foreign flavours. In subsequent brews, therefore, hop rate, colour and dry-hop rate were adjusted to give beers which from the analytical standpoint fell within the commercial range for pale ales.
In Table III, typical analyses of the worts and beers obtained from the foregoing brews are compared with those obtained in respect of all-malt grists brewed under identical conditions. It is noteworthy that the beers made from wheat flour are superior to those from all-malt grists, particularly with regard to shelf-life and foam characteristics. The improvement in shelf-life is perhaps related to the relatively low amounts of both nitrogenous and polyphenolic materials, while it is likely that the flour contributes some head-forming substances which are not present in malt. It will be seen, moreover, that the beers made from wheat flour contain rather more hop bitter substances than do those from all-malt grists brewed at the same hop rate. This effect may also be due to the relatively low contents of nitrogen in the worts. With regard to flavour, it has been established—from a series of ranking tests in which the trial beers were compared with commercial pale ales by tasters of a wide range of experience;—that the wheat-flour beers fall well within the commercial range.
Despite the satisfactory results achieved in laboratory studies, attempts to brew with wheat flour as 50% of the grist have so far proved unsuccessful. When brewed in conjunction with a Proctor malt as the other grist component, the run-off and sparge were normal for the classified flour (0-38% nitrogen) and not unduly difficult for the relevant whole flour, but in both cases the yields of extract were lower than for all-malt brews. Thus, the recovery of carbohydrate in these cases was of the order of 93% compared with >98% obtained from all-malt brews and, moreover, the worts produced were not as highly converted as those obtained from all-malt grists, so that fermentations were sometimes slow. The slowness of fermentation may occasionally have been attributable in addition to lack of nitrogenous nutrients, since the nitrogen contents of the worts were sometimes little more than half of those obtained in standard brews. Replacement of the Proctor malt by others of higher diastatic power (80-100° L.) gave worts of adequate fermentability, but continuous analysis showed that conversion was again slower than in all-malt brews and, moreover, yields of extract were low. Furthermore, attempts at pre-digestion and pre-cooking the flour led to failure of drainage and consequent loss of extract; this was presumably because of coagulation of the wheat gluten, a difficulty which was not experienced under normal mashing conditions. Nevertheless, in respect of flavor the beers produced were satisfactory and in respect of shelf-life, head formation and hop utilization were superior to all-malt beers.
Acknowledgements.—
The authors thank Dr. A. H. Cook, F.R.S., for his encouragement during the course of this work. The un-malted wheat flours used in these investigations were kindly supplied by the Research Association of British Flour Millers, Cereals Research Station, St. Albans, Hertshire.
Reference
1. Harris, G., & MacWilliam. I. C, this Journal. 1961. 154.
