BREWING INDUSTRY RESEARCH FOUNDATION
WORT FROM GREEN MALT AND UNMALTED CEREALS
by I. C. MacWilliam, Ph.D., J. R. Hudson, Ph.D., F.R.I.C., and A. L. Whttear, PhD.
(Brewing Industry Research Foundation, Nutfield, Surrey)
Received 27th February, 1963
Laboratory investigations of the quality of worts produced from green malt, from mixed grists of green malt and un malted cereals, and by the action of commercial enzymes on barley starch are desert bed. Green malt alone gives sweet worts which are very highly fermentable and contain much nitrogenous material but are of very reduced anthocyanogen content. Satisfactory yields of extract are obtained in the conversion of unmalted cereals by green malt if they are finely ground. Additional treatment such as pre-soaking or gelatinization usually further increases the extract and is essential where certain enzyme preparations are employed.
Introduction and Discussion
Following studies on the effects of varying conditions of mashing using grists made up of malt and unmalted cereals,3,5 it appeared that green malt, whose complement of enzymes is markedly different from that of kilned malt, might efficiently convert the starch of un-malted grain into fermentable sugars. As little information was available on the quality of wort obtainable from green malt, attention was first directed to find how such worts differed from those obtained from the pale malts traditionally employed in infusion brewing. Subsequently the quality of worts obtained from mixed grists and by the action of commercial enzyme preparations on barley starch was considered.
Laboratory mashing of green malt.—In the early stages difficulty was encountered in attaining a sufficient degree of disintegration of the grain to allow efficient extraction of the carbohydrate. The mills normally used for grinding malt or barley left large “grits” which, after mashing, still contained starch so that yields of extract were low. Much of the preliminary work was carried out, therefore, by dispersing the green malt in cold water with a macerator and then heating the suspension to mashing temperature (150° F.) as rapidly as possible with vigorous stirring.
Later the difficulty was overcome by the use of a mill, originally designed to homogenize pastes or thick suspensions (Pascall Engineering Co., Ltd., Crawley), which has three rollers turning at different speeds (30, 60 and 120 r.p.m.). The material to be ground is passed into the gap between the slowest moving rolls, adheres to the centre roll, and is carried through the gap between this and the fastest moving roll from which it is removed mechanically. The gaps between the rollers are adjustable and, for green malt containing 35-40% moisture, are best set at 0.015 in. and 0.005 in. so that the endosperm is completely reduced while leaving the husk almost undamaged. Grist from this mill can be mashed by the technique recommended by the Institute of Brewing, provided that the initial temperature is appropriately adjusted whereupon complete conversion and recovery of carbohydrate are obtained.
A minor analytical difficulty arose in the estimation of moisture content. Drying in a water oven gave low results, probably because of enzymic hydrolysis within the material during drying (cf.2), and it was necessary to inactivate weighed portions by boiling with ethanol (80%) prior to drying them in vacuo. This last technique gave values indicating 2% more moisture in the grain than appears from oven drying.
Influence of the duration of malting on the recovery of extract from green malt.—Traditionally, 8-10 days after steeping are allowed for the germination and growth of malt, though the present trend is towards much reduced periods.8,11 However it seemed that, in view of the extra enzymic potential of green malt, it might be suitable for mashing in less time than the traditional growth periods. Table I shows that optimum recovery of extract was achieved after 6 days of growth, which suggests that the standards of modification involved in respect of kilned malt have little significance in the present connection. It may be noted that recoveries of extract remained substantially low until enzymic potential had attained 90% of its maximum (cf.1,6).
Quality of worts obtained from green malt.—Analytical values for worts made from green malt as compared with those from kilned malt revealed substantial differences (Table II).


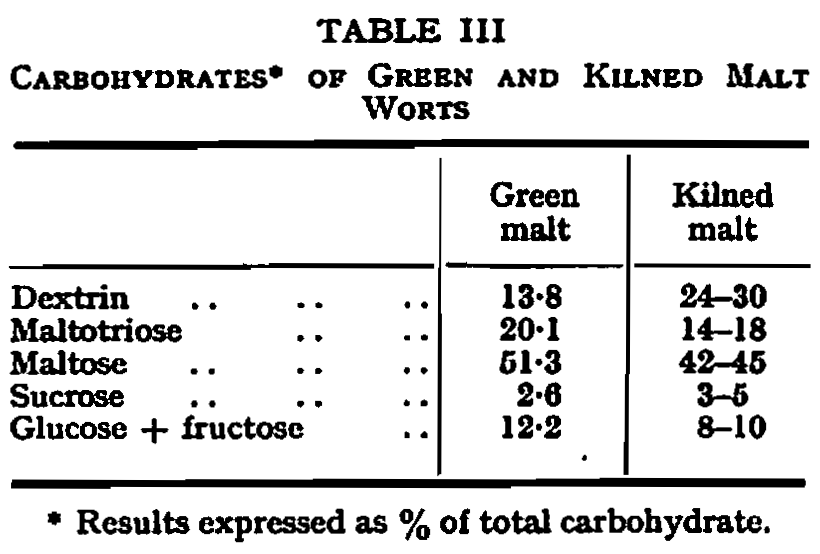
As the recovery of carbohydrate is almost complete in infusion mashing, little improvement from this aspect is to be anticipated from the use of green malt, so that it was satisfactory to find that recoveries from the two materials were equal. However, the worts from green malt were substantially more fermentable than those from kilned malt, doubtless because of the activity of limit dextrinase in addition to the high level of a- and j3-amylase activity which is associated with green malt. Detailed analyses of wort carbohydrates (Table III) showed that values for maltose and maltotriose were abnormally high at the expense of dextrin. The high values for glucose and fructose are to some extent attributable to the activity of invertase, as the value for sucrose is lower than usual. Proteolysis also proceeded much further in the mashing of unkilned material than when conventional malts were used, as is reflected in the high values obtained for both soluble and amino nitrogen (Table II). Possibly the relatively high colours obtained in these worts were due to the presence of abnormally high amounts of amino acids, which could take part in the formation of melanoidins. An especially noteworthy feature of the worts made from green malt was that they contained very little of the anthocyanogens, substances which are believed to play a significant part in the formation of beer haze. It appears that these are destroyed by the enzyme anthocyahogenase (cf. 9,10,11), and this may have considerable significance in the future in improving the stability of beer.
Unboiled worts from green malt differ from conventional worts in that they have the aroma and flavour of the raw grain. Presumably the components responsible are removed during the kilning of conventional malts. The undesired aroma and flavour were, however, eliminated by boiling, either at atmospheric or reduced pressure, until the volume of wort was reduced by about 10%.
The temperature of mashing influenced the qualities of worts from green malt in the same way as when kilned malt is used (Table IV). Thus, in typical cases, yields of extract and recovery of carbohydrate were maximal at 150° F., whereas the amount of solubilized nitrogen decreased as the mashing temperature increased. There was also a trend toward higher contents of anthocyanogen at higher temperatures.
At this point reference may be made to the analyses given in Table V for worts made from green malt which had been freeze-dried. Samples which had been crushed and minced prior to drying were examined along with dry, whole malt. Crushing in a laboratory mill, though yielding material which was readily dried, impaired the diastatic properties of the malt. Nevertheless, sufficient enzymic potential survived to effect a very high rate of conversion, so that the wort produced in the normal way was little different from those yielded by either the other dried samples or by wet green malt. Although for economic reasons freeze-drying scarcely comes into consideration for general purposes, the material may be of interest from the point of view of haze prevention because of its anthocyanogenase activity.

Conversion of unmalted cereals with green malt.—Worts from 100% green malt grists may be considered too highly fermentable and to contain too much nitrogen for conventional fermentation. On the other hand, worts from grists comprising conventional malts and very high proportions of unmalted starch contain relatively little nitrogen and may be insufficiently fermentable. Mixed grists of green malt and raw grain, therefore, offer a suitable compromise. Initially trials were made using, alternatively, un-malted flour from soft wheat or crushed barley.
As will be seen from Table VI, these grists gave worts which were very similar to laboratory worts from kilned malts, with the exception that they contained very little anthocyanogen.

Further trials were made to see (a) if the proportion of green malt used could be reduced, and (b) whether pre-treatments such as gelatinization or soaking of the raw grain is advantageous. With regard to (a), good recoveries of extract could be obtained from mixed grists in which the proportion of green malt was varied between 50% and 5%. Provided that thin mashes (16%) were employed, there was no significant difference in recovery of carbohydrate (98-99%) between mashes in which finely-ground barley was used and others in which the barley had previously been either gelatinized or soaked (Table VII). Nevertheless, the latter materials were converted more rapidly than the former. However, the thickness of the mash proved to have an important bearing, in that when the grist-liquor ratio was raised to 1 : 3 the recovery of carbohydrate was less efficient, whereas when the barley was either soaked for 24 hr. or gelatinized prior to mashing, good recoveries of carbohydrate were obtained. When the mash concentration was still further increased to approximately 1 : 2, i.e., somewhat higher than is generally used for infusion brewing, recoveries of carbohydrate in all cases were substantially reduced (89-92%). An interesting feature (Table VII) is that the values for fermentability obtained for thick mashes are substantially higher than those relating to thin mashes, reflecting earlier experience.7 Further, it will be observed that values for anthocyanogen are low and that gelatinization somewhat unexpectedly reduces the solubilization of nitrogenous material.

Conversion of un-malted cereal using commercial enzymes.—The finding that acceptable beers can be prepared from the mashing of green malt suggested the possibility that adequate breakdown of cereal starch in the mash tun might be achieved by means of enzymes derived variously from bacteria and fungi. Laboratory mashes were therefore made using chiefly two commercial enzyme preparations, one an amyloglucosidase and the other a bacterial amylase. When amyloglucosidase acts on barley starch the sugar produced is almost entirely glucose with only traces of maltose and maltotriose. This compares with malt amylases which produce a range of sugars in which maltose and maltotriose are the main fermentable sugars along with lesser amounts of glucose. It was found that, for efficient conversion, the barley needs to be gelatinized in the presence of a little enzyme, prior to mashing with the bulk of enzyme at the normal temperature. Obviously amyloglucosidase would be of interest should worts having high concentrations of glucose be required, but keeping to worts such as are currently employed in brewing, then bacterial amylase is the more useful material.
Bacterial amylase has an advantage over amyloglucosidase in that it can convert raw grain or pre-soaked barley with practically the same high efficiency that it converts gelatinized barley. Moreover, it produces maltose as the major sugar with maltotriose and glucose at rather lower levels than with malt amylase.
The effects of rate of treatment with bacterial enzyme and of temperature (Table VIII) showed that optimum recoveries of extract were obtained by mashing at 150° F., though when the rate of treatment with enzyme was sufficiently high the losses of extract at higher temperatures were not very marked. The amounts of nitrogen solubilized were very much less than in the mashing of malt. However, as with conventional mashing, the amount of nitrogen solubilized decreased as the mashing temperature increased, and the worts produced at lower temperatures contained a greater proportion of fermentable sugars than was the case with those produced at higher temperatures. Probably proteolytic activity would need to be supplemented when bacterial amylase was employed for conversion if fermentation and head retention characteristics were to be preserved.

Experimental
Green malts were obtained either from commercial makings or grown, from barley which had been steeped for 48 hr., in trays at constant temperature (68° F.) for 7 days.
Mashing.—Green malt (90 g. wet weight) was macerated in water (200. ml.) in a top-drive macerator for three bursts of 20 sec. Between bursts, the contents were washed from the sides with water. The disintegrated material was then washed into mashing beakers with sufficient water to make the total washings up to 100 ml. and rapidly heated to mashing temperature. Subsequently the mashes were treated in the way normally employed for analysis.13
With enzymes.—The amyloglucosidase (3 g.; AGL—Glaxo Ltd., Barnard Castle, Co. Durham) was dispersed in warm water (5 ml.) and added with stirring to the mash which had been preheated to the required temperature. No attempt was made to remove the kieselguhr present in the preparation. The Bacterase (0.3 g.; Norman Evans & Rais Ltd., Unity Mills, Stockport, Cheshire) was also dispersed in water (5 mil.) and added to the preheated mash.
Moisture determinations of green malt.—A weighed sample (100 g.) of the green malt was poured into boiling 80% ethanol and the whole was refluxed for 0.5 hr. The mixture was cooled and filtered. The solid was washed with ethanol and with ether until the washings were colourless. The ethanolic extract and the washings were combined and evaporated to dryness under reduced pressure. The solid material was dried in a vacuum oven at 40° C. also under reduced pressure. The total weight of dry ethanolic extract plus dry grain gave the dry weight of green malt used.
Analyses of worts.—These were carried out as described earlier.4,5,13
Acknowledgements.—The authors thank Dr. A. H. Cook, F.R.S., for his encouragement during the course of this work. They also thank Tamplins & Sons, Ltd., Brighton, for their kindness in providing green malts.
References
1. Ashurst. P. R.. & MacWilliam, I. C. this Journal, 1963, in the press.
2. Bennett, A., & Hudson, J. R., this Journal, 1954, 29. 35.
3. Birtwistle. S. E.. Hudson. J. R., & MacWilliam.I. C. this Journal, 1962. 467.
